1. Описание:
Станок с фиксированной вертикальной рамой модели 2014, представляет собой оборудование для механической обработки, которое объединяет передовые технологии в области механики, электроники и гидравлики. Основное его предназначение – обработка плоскостей, кривых поверхностей и отверстий. Он широко применяется в машиностроении для черновой и чистовой обработки сложных деталей, таких как плиты, коробки и рамы. Станок способен выполнять трехосевую интерполяцию, обеспечивая поперечное перемещение вертикальной фрезерной головки (ось Y), вертикальное перемещение (ось Z) и продольное перемещение рабочего стола (ось X). Возможны такие операции, как фрезерование, растачивание, сверление, жесткая нарезка резьбы, развертывание и зенкерование.
Этот станок обладает конструкцией с высокой жесткостью, надежной стабильностью и устойчивостью к точности, а также полной комплектацией. В конструкции узлов применяется модульный подход, высокий уровень стандартизации, хорошая взаимозаменяемость и стабильное качество. Станок спроектирован с применением передовых технологий, имеет надежные эксплуатационные характеристики, прост в управлении и обслуживании. Вся машина выполнена в жесткой рамной конструкции, что обеспечивает не только возможность мощного резания, но и обработку прецизионных деталей.
2. Основное техническое описание станка
–Гантельная рама станка
Общая конструкция станка состоит из станины, двух колонн и фиксированной поперечной балки, образующих закрытую жесткую раму. Рабочий стол перемещается вдоль направляющих станины в продольном направлении (ось X). На фиксированной поперечной балке установлен мощный многофункциональный вертикальный расточной и фрезерный шпиндельный узел. Узел фрезерно-расточной головы перемещается поперечно вдоль направляющих поперечной балки (ось Y) и вертикально (ось Z).
–Основные составляющие станка
Основные составляющие станка, включая станину, рабочий стол, колонны, поперечную балку и шпиндельный узел, изготовлены из высокопрочного чугуна с использованием литья по песчано-смоляной форме. Эти компоненты обладают хорошими амортизирующими свойствами, термической стабильностью и высокой структурной прочностью и жесткостью станка в целом.
–Шпиндельный узел
Вертикальный шпиндельный узел использует конструкцию с прямым приводом посредством шарикового винта и приводится в действие сервомотором переменного тока. Он оснащен автоматическим устройством зажима и освобождения инструмента, использующим пневматическое освобождение и зажим при помощи дисковых пружин.
– Азотное уравновешивание движения по оси Z
Движение по оси Z вверх и вниз осуществляется с помощью двух газовых баллонов для уравновешивания неравномерных сил движения, чтобы уменьшить холостой момент шарикового винта, снизить износ шарикового винта и поддерживать стабильность его точности. Эти движения контролируются независимой пневматической системой, что эффективно повышает скорость реакции оси Z и стабильность обработки.
– Охлаждение инструмента и сбор стружки
Система охлаждения инструмента использует внешний циркуляционный метод, при котором охлаждающая жидкость поступает через винтовые стружкоотводящие желоба по обе стороны станины в стружкосборник на одном конце станины. После фильтрации и разделения охлаждающая жидкость поступает в резервуар для охлаждающей жидкости, откуда с помощью электрического насоса подается к охлаждающим соплам на шпинделе.
– Тип направляющих станка
1)Ось X использует две (роликовые) линейные направляющие, станина имеет монолитную литую конструкцию с хорошей жесткостью конструкции.
2)Ось Y использует две (роликовые) линейные направляющие, которые фиксируются на верхней и боковой частях поперечной балки, что эффективно распределяет точку приложения массы головки и обладает отличной жесткостью.
3)Ось Z использует прямоугольные шлифованные направляющие с ручной доводкой, что не только обеспечивает точность направляющих, но и значительно увеличивает их срок службы.
4)Все подвижные узлы работают плавно, точно, устойчивы к износу и долговечны.
- Способы движения по осям X, Y, Z
1) Для осей X, Y, Z используются высокоточные предварительно натянутые шариковые винты с предварительным растяжением, что снижает влияние тепловой деформации на точность позиционирования.
2) Ось X приводится в движение мощным серводвигателем переменного тока через редуктор, приводящий во вращение гайку винта.
3) Ось Y соединена напрямую с серводвигателем переменного тока, обеспечивая беззазорную передачу.
4) Ось Z соединена напрямую с серводвигателем переменного тока и тормозным двигателем, также обеспечивая беззазорную передачу.
- Смазка направляющих станка
Смазка направляющих всех осей осуществляется с помощью центральной интегрированной системы автоматической дозированной смазки, которая имеет защиту и сигнализацию при падении давления и нехватке масла, эффективно предотвращая проблемы, вызванные засорением масляных каналов, такие как невозможность подачи масла на направляющие/винты.
- Виды защиты
1) Для защиты направляющих оси X станка используется телескопический кожух из стального листа.
2) Для защиты направляющих оси Y станка используется телескопический кожух типа «гармошка».
3) Для осей X, Y, Z используются защитные устройства в виде кабельного перетаскивающего цепного устройства.
- Основной привод и привод подачи станка
1) Основной привод станка (фрезерно-расточной шпиндель) использует мотор переменного тока.
2) Оси X, Y, Z приводятся в движение сервомоторами, причём используются сервомоторы переменного тока с абсолютными энкодерами.
3) Ось Z оснащена тормозным устройством, которое автоматически защемляет при отключении питания, предотвращая "сползание" или "падение" шпинделя.
- ЧПУ система
Система числового программного управления (ЧПУ) использует новейшую систему Syntec из Тайваня, функциональные возможности и конфигурация системы соответствуют стандартной комплектации данной компании.
- Электронные вспомогательные устройства
1) Полностью закрытый электрический шкаф со стандартной защитой и пылезащитным уплотнением.
2) Основная операционная станция обеспечивает удобное выполнение различных операций и управление, оснащена электронным штурвалом. Станок имеет систему автоматической защиты и сигнализации при перегрузке сервопривода.
3) На каждую ось станка установлены программные ограничения.
- Условия эксплуатации станка
1) Питающая сеть: трёхфазное переменное напряжение 380В ±10%, частота 50Гц ±1%.
2) Температура окружающей среды: 5~40°C.
3) Относительная влажность: ≤85%.
Станок с фиксированной вертикальной рамой модели 2014, представляет собой оборудование для механической обработки, которое объединяет передовые технологии в области механики, электроники и гидравлики. Основное его предназначение – обработка плоскостей, кривых поверхностей и отверстий. Он широко применяется в машиностроении для черновой и чистовой обработки сложных деталей, таких как плиты, коробки и рамы. Станок способен выполнять трехосевую интерполяцию, обеспечивая поперечное перемещение вертикальной фрезерной головки (ось Y), вертикальное перемещение (ось Z) и продольное перемещение рабочего стола (ось X). Возможны такие операции, как фрезерование, растачивание, сверление, жесткая нарезка резьбы, развертывание и зенкерование.
Этот станок обладает конструкцией с высокой жесткостью, надежной стабильностью и устойчивостью к точности, а также полной комплектацией. В конструкции узлов применяется модульный подход, высокий уровень стандартизации, хорошая взаимозаменяемость и стабильное качество. Станок спроектирован с применением передовых технологий, имеет надежные эксплуатационные характеристики, прост в управлении и обслуживании. Вся машина выполнена в жесткой рамной конструкции, что обеспечивает не только возможность мощного резания, но и обработку прецизионных деталей.
2. Основное техническое описание станка
–Гантельная рама станка
Общая конструкция станка состоит из станины, двух колонн и фиксированной поперечной балки, образующих закрытую жесткую раму. Рабочий стол перемещается вдоль направляющих станины в продольном направлении (ось X). На фиксированной поперечной балке установлен мощный многофункциональный вертикальный расточной и фрезерный шпиндельный узел. Узел фрезерно-расточной головы перемещается поперечно вдоль направляющих поперечной балки (ось Y) и вертикально (ось Z).
–Основные составляющие станка
Основные составляющие станка, включая станину, рабочий стол, колонны, поперечную балку и шпиндельный узел, изготовлены из высокопрочного чугуна с использованием литья по песчано-смоляной форме. Эти компоненты обладают хорошими амортизирующими свойствами, термической стабильностью и высокой структурной прочностью и жесткостью станка в целом.
–Шпиндельный узел
Вертикальный шпиндельный узел использует конструкцию с прямым приводом посредством шарикового винта и приводится в действие сервомотором переменного тока. Он оснащен автоматическим устройством зажима и освобождения инструмента, использующим пневматическое освобождение и зажим при помощи дисковых пружин.
– Азотное уравновешивание движения по оси Z
Движение по оси Z вверх и вниз осуществляется с помощью двух газовых баллонов для уравновешивания неравномерных сил движения, чтобы уменьшить холостой момент шарикового винта, снизить износ шарикового винта и поддерживать стабильность его точности. Эти движения контролируются независимой пневматической системой, что эффективно повышает скорость реакции оси Z и стабильность обработки.
– Охлаждение инструмента и сбор стружки
Система охлаждения инструмента использует внешний циркуляционный метод, при котором охлаждающая жидкость поступает через винтовые стружкоотводящие желоба по обе стороны станины в стружкосборник на одном конце станины. После фильтрации и разделения охлаждающая жидкость поступает в резервуар для охлаждающей жидкости, откуда с помощью электрического насоса подается к охлаждающим соплам на шпинделе.
– Тип направляющих станка
1)Ось X использует две (роликовые) линейные направляющие, станина имеет монолитную литую конструкцию с хорошей жесткостью конструкции.
2)Ось Y использует две (роликовые) линейные направляющие, которые фиксируются на верхней и боковой частях поперечной балки, что эффективно распределяет точку приложения массы головки и обладает отличной жесткостью.
3)Ось Z использует прямоугольные шлифованные направляющие с ручной доводкой, что не только обеспечивает точность направляющих, но и значительно увеличивает их срок службы.
4)Все подвижные узлы работают плавно, точно, устойчивы к износу и долговечны.
- Способы движения по осям X, Y, Z
1) Для осей X, Y, Z используются высокоточные предварительно натянутые шариковые винты с предварительным растяжением, что снижает влияние тепловой деформации на точность позиционирования.
2) Ось X приводится в движение мощным серводвигателем переменного тока через редуктор, приводящий во вращение гайку винта.
3) Ось Y соединена напрямую с серводвигателем переменного тока, обеспечивая беззазорную передачу.
4) Ось Z соединена напрямую с серводвигателем переменного тока и тормозным двигателем, также обеспечивая беззазорную передачу.
- Смазка направляющих станка
Смазка направляющих всех осей осуществляется с помощью центральной интегрированной системы автоматической дозированной смазки, которая имеет защиту и сигнализацию при падении давления и нехватке масла, эффективно предотвращая проблемы, вызванные засорением масляных каналов, такие как невозможность подачи масла на направляющие/винты.
- Виды защиты
1) Для защиты направляющих оси X станка используется телескопический кожух из стального листа.
2) Для защиты направляющих оси Y станка используется телескопический кожух типа «гармошка».
3) Для осей X, Y, Z используются защитные устройства в виде кабельного перетаскивающего цепного устройства.
- Основной привод и привод подачи станка
1) Основной привод станка (фрезерно-расточной шпиндель) использует мотор переменного тока.
2) Оси X, Y, Z приводятся в движение сервомоторами, причём используются сервомоторы переменного тока с абсолютными энкодерами.
3) Ось Z оснащена тормозным устройством, которое автоматически защемляет при отключении питания, предотвращая "сползание" или "падение" шпинделя.
- ЧПУ система
Система числового программного управления (ЧПУ) использует новейшую систему Syntec из Тайваня, функциональные возможности и конфигурация системы соответствуют стандартной комплектации данной компании.
- Электронные вспомогательные устройства
1) Полностью закрытый электрический шкаф со стандартной защитой и пылезащитным уплотнением.
2) Основная операционная станция обеспечивает удобное выполнение различных операций и управление, оснащена электронным штурвалом. Станок имеет систему автоматической защиты и сигнализации при перегрузке сервопривода.
3) На каждую ось станка установлены программные ограничения.
- Условия эксплуатации станка
1) Питающая сеть: трёхфазное переменное напряжение 380В ±10%, частота 50Гц ±1%.
2) Температура окружающей среды: 5~40°C.
3) Относительная влажность: ≤85%.
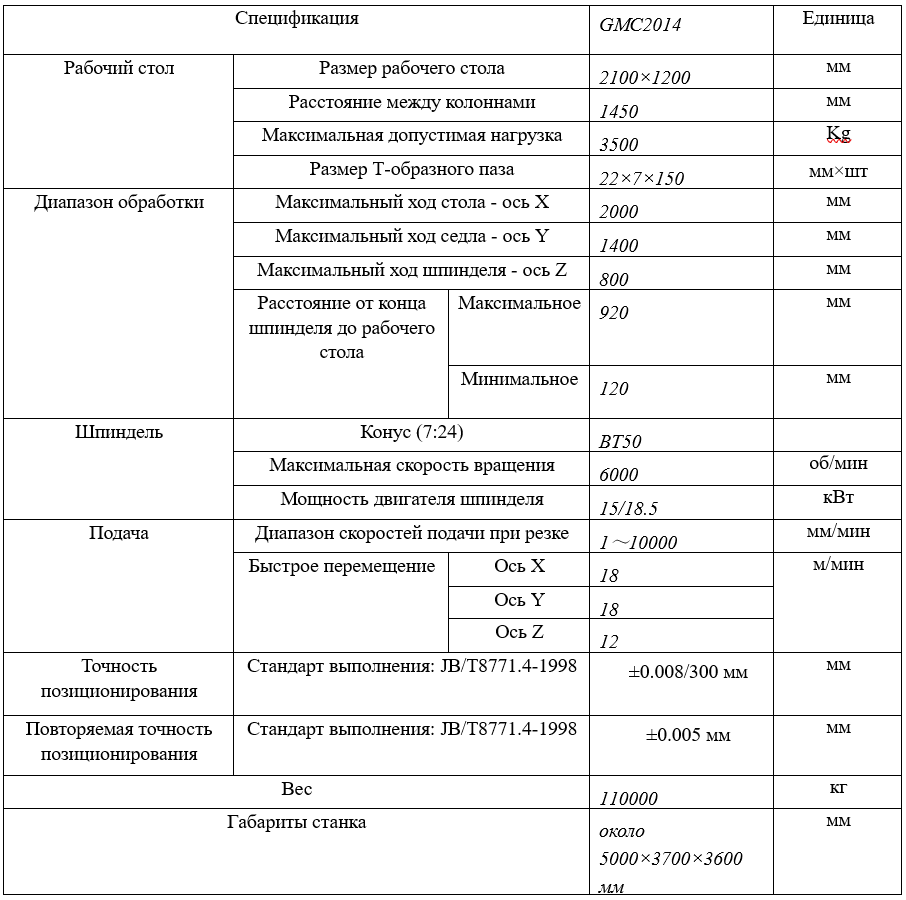
3. Технические параметры
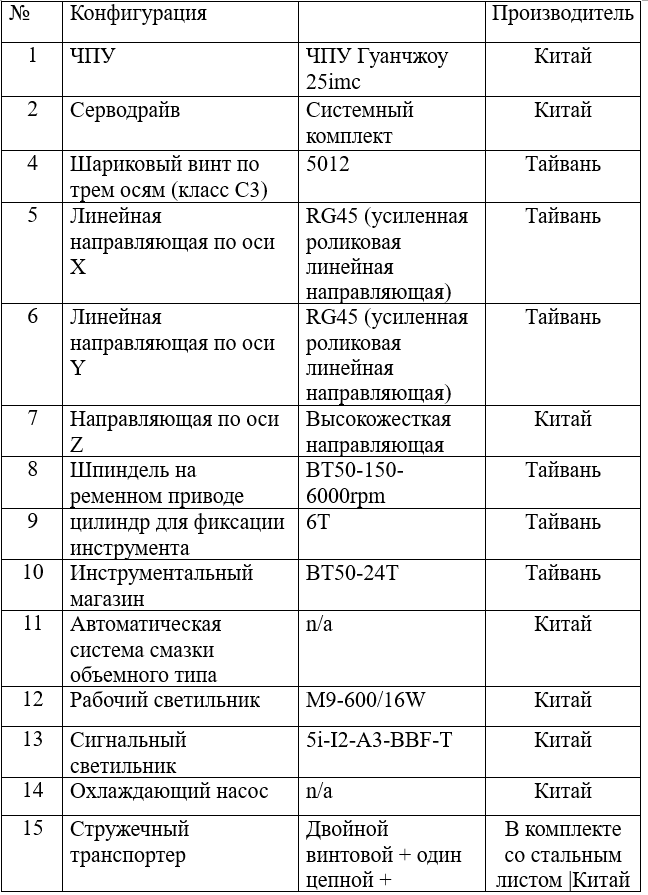
4. основные покупные компоненты
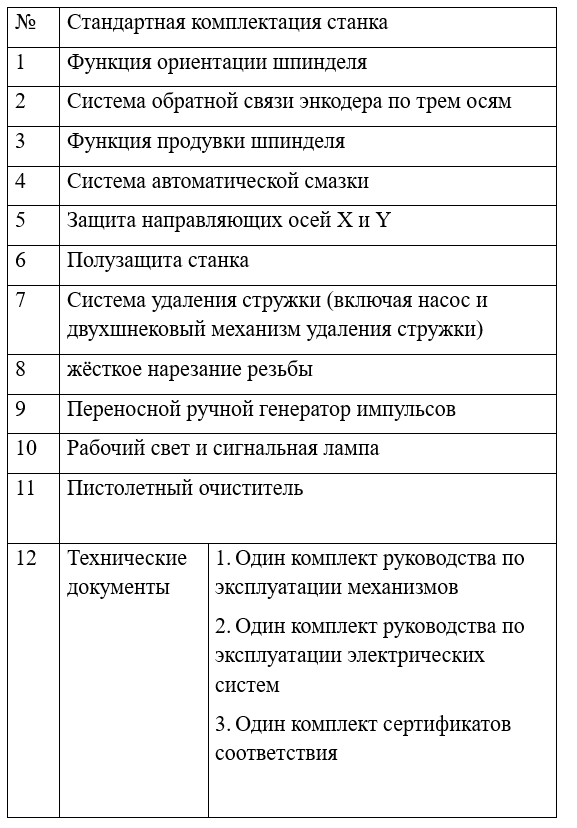
5. Стандартная конфигурация
Эта модель стоит 9,6 миллионов рублей, срок изготовления составляет примерно 35 дней, доставка до Екатеринбурга займет около 35-40 дней.
