TK6916 ЧПУ напольно-расточно-фрезерный станок
Описание станки:
TK6916 ЧПУ напольно-расточно-фрезерный станок разработан с учетом нужд клиентов, занимающихся обработкой материалов для европейских морских ветряных электростанций. Данная модель представляет собой высокоэффективный ЧПУ-станок с высоким соотношением цена/качество, разработанный с использованием передовых технологий в области механики, электрики и гидравлики. Станок обладает широким диапазоном обработки, полным комплектом функций ЧПУ, высокой точностью и производительностью.
1. Станок оснащен системой ЧПУ SINUMERIK 828DSL и системой цифрового серводвигателя переменного тока. Система имеет мощный функционал, низкую частоту сбоев и стабильную работу, обеспечивает многокоординатное взаимодействие, компенсацию функций, обмен и передачу данных, имитацию отображений, различные стандартные циклы обработки, управление инструментом и др.
2. Применение портативного устройства облегчает управление, снижает интенсивность труда и риски для операторов.
ЧПУ напольно-расточно-фрезерный станок является ключевым оборудованием для обработки в индустриях тяжелого машиностроения, инженерных машин, железнодорожного транспорта, горнодобывающего оборудования, крупных электродвигателей, гидротурбин, паровых турбин, судостроения, стального производства, военной промышленности, атомной энергетики, ветроэнергетики, крупногабаритного экологического оборудования и др. Станок обладает хорошей жесткостью, высокой точностью, надежностью, удобством эксплуатации и красивым дизайном. Особенно при использовании с различными специальными насадками (универсальная головка, вертикальная фрезерная головка, удлиненная фрезерная головка, высокоскоростная головка, плоский поворотный диск), что позволяет расширить области применения станка. Кроме того, станок может быть модифицирован в соответствии с потребностями пользователя, включая расширение хода по оси X (2 метра на каждый шаг) и по оси Y (0,5 метра на каждый шаг) для удовлетворения различных технологических требований.
Условия эксплуатации станка:
Технические параметры:
TK6916 ЧПУ напольно-расточно-фрезерный станок разработан с учетом нужд клиентов, занимающихся обработкой материалов для европейских морских ветряных электростанций. Данная модель представляет собой высокоэффективный ЧПУ-станок с высоким соотношением цена/качество, разработанный с использованием передовых технологий в области механики, электрики и гидравлики. Станок обладает широким диапазоном обработки, полным комплектом функций ЧПУ, высокой точностью и производительностью.
1. Станок оснащен системой ЧПУ SINUMERIK 828DSL и системой цифрового серводвигателя переменного тока. Система имеет мощный функционал, низкую частоту сбоев и стабильную работу, обеспечивает многокоординатное взаимодействие, компенсацию функций, обмен и передачу данных, имитацию отображений, различные стандартные циклы обработки, управление инструментом и др.
2. Применение портативного устройства облегчает управление, снижает интенсивность труда и риски для операторов.
ЧПУ напольно-расточно-фрезерный станок является ключевым оборудованием для обработки в индустриях тяжелого машиностроения, инженерных машин, железнодорожного транспорта, горнодобывающего оборудования, крупных электродвигателей, гидротурбин, паровых турбин, судостроения, стального производства, военной промышленности, атомной энергетики, ветроэнергетики, крупногабаритного экологического оборудования и др. Станок обладает хорошей жесткостью, высокой точностью, надежностью, удобством эксплуатации и красивым дизайном. Особенно при использовании с различными специальными насадками (универсальная головка, вертикальная фрезерная головка, удлиненная фрезерная головка, высокоскоростная головка, плоский поворотный диск), что позволяет расширить области применения станка. Кроме того, станок может быть модифицирован в соответствии с потребностями пользователя, включая расширение хода по оси X (2 метра на каждый шаг) и по оси Y (0,5 метра на каждый шаг) для удовлетворения различных технологических требований.
Условия эксплуатации станка:
- Электропитание: 3AC 380 В ±10%, 50 Гц ±1 Гц
- Высота над уровнем моря: ≤1500 м
- Температура: от 5 до 45°С
- Относительная влажность: ≤85%
- Окружающая среда: отсутствие вредных и коррозийных газов, жидкостей, пыли; отсутствие сильных вибраций, сильных магнитных полей и сильного излучения.
Технические параметры:
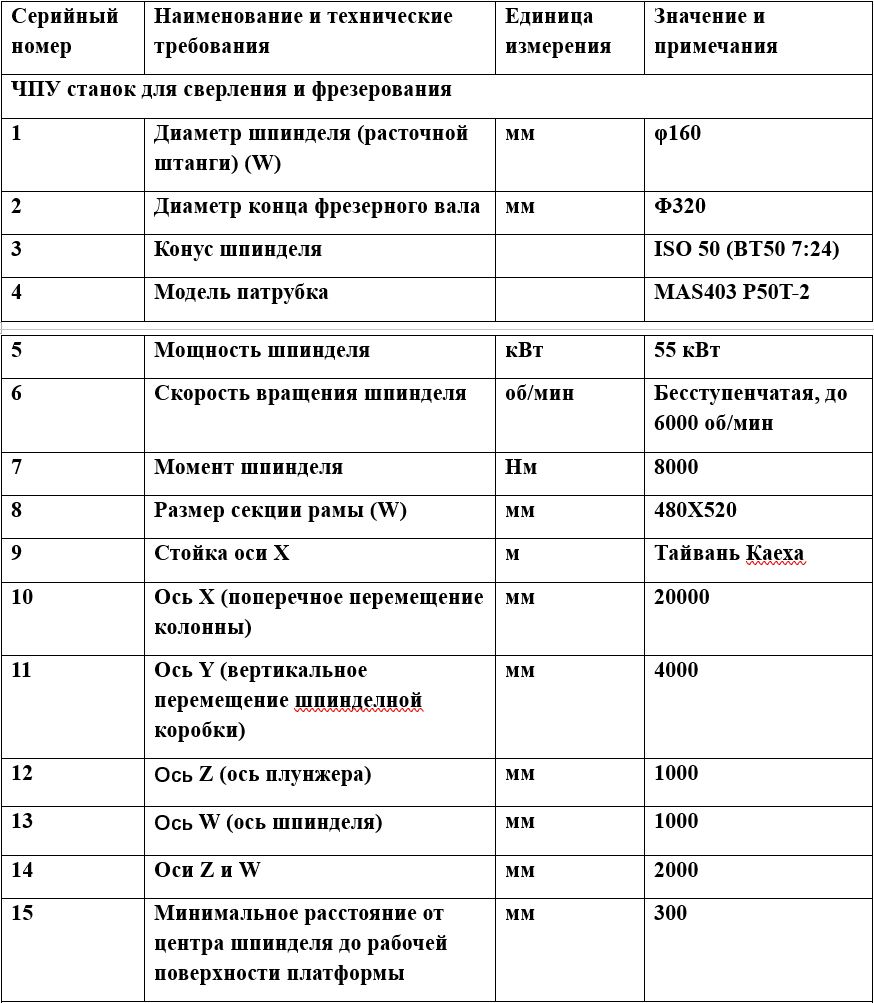
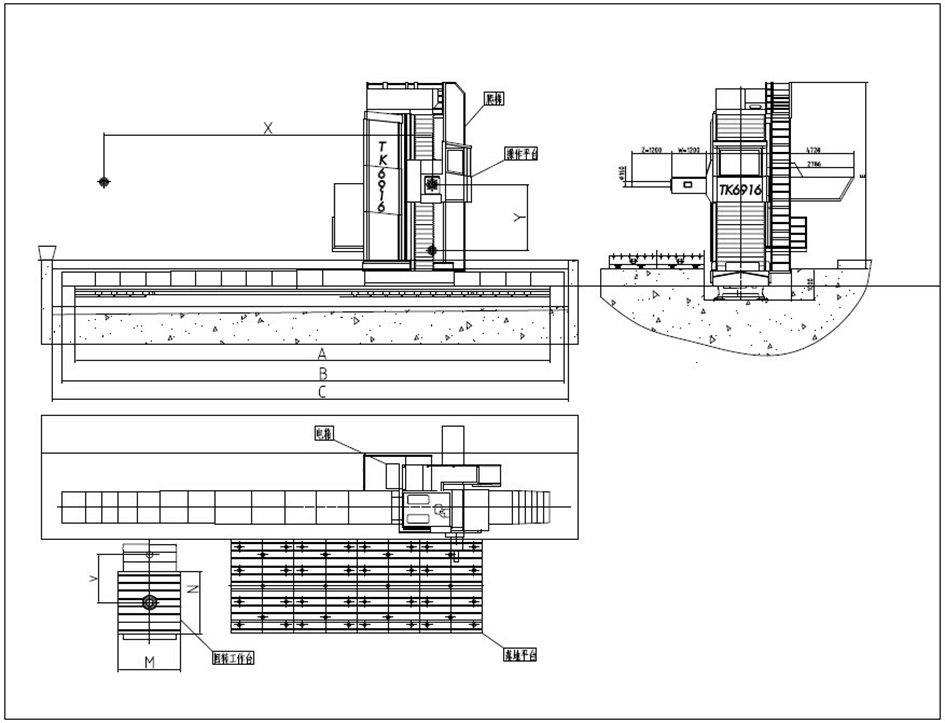
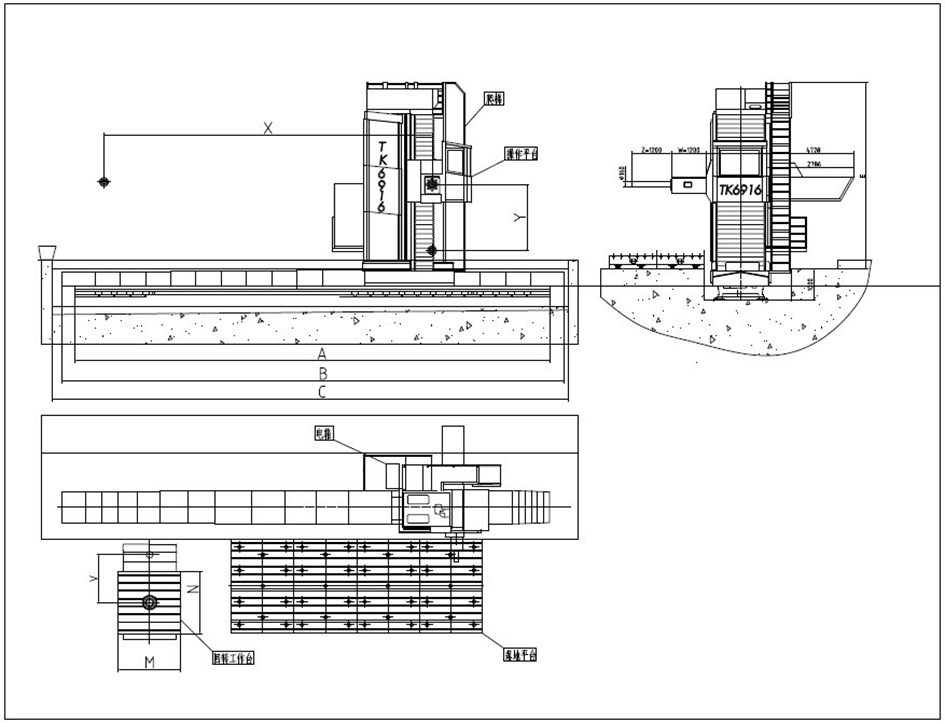
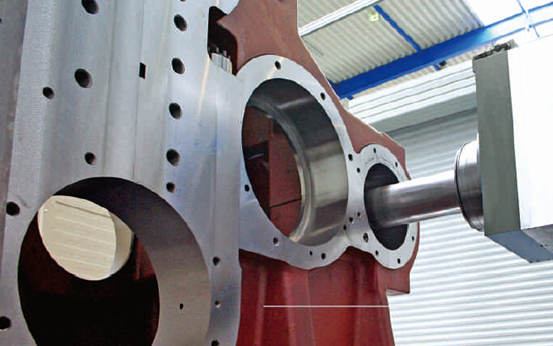
Оборудование представляет собой горизонтально-расточной станок с ЧПУ с подвижной прямоугольной бабкой, установленный по схеме с горизонтальным шпинделем. Прямоугольная бабка перемещается горизонтально внутри замкнутого отверстия шпиндельной коробки; фрезерный шпиндель установлен внутри прямоугольной бабки и приводит в движение расточной шпиндель, который может перемещаться вдоль оси внутри фрезерного шпинделя. Основные компоненты включают колонну, станину, салазки и головку шпиндельной коробки.
Шпиндельная коробка имеет замкнутую конструкцию с прямоугольным отверстием; на колонне предусмотрены две прямоугольные направляющие, а внутри колонны размещены усилительные ребра, обеспечивающие высокую жесткость и стойкость к вибрациям. Колонна жестко соединена с салазками, которые перемещаются по направляющим на станине благодаря подаче, установленной на салазках.
Кнопочная станция станка имеет фиксированный механизм централизованного управления, размещенная на платформе рядом со шпиндельной коробкой. И может подниматься и опускаться вместе со шпиндельной коробкой. Кнопочная станция оснащена ручным пультом управления, что удобно для настройки инструмента.
Колонна, бабка, станина и другие основные компоненты станка изготовлены из высококачественного чугуна и прошли термическую обработку для снятия внутренних напряжений. Оборудование обладает хорошей общей жесткостью и отличными анти-вибрационными свойствами.
3.1 Шпиндель:
3.1.1 Шпиндель станка состоит из расточного (расточной шпиндель) и фрезерного шпинделей (фрезерный шпиндель), шпиндельные подшипники высокой скорости, жёсткости и точности, импортные (FAG), обеспечивают высокую точность вращения, жёсткость, долговечность и низкий уровень шума.
3.1.2 Расточной шпиндель изготовлен из высококачественной легированной стали 38CrMoAlA, проходит несколько стадий точной обработки, поверхность расточного шпинделя подвергается нитрация, что обеспечивает достаточную твердость и износостойкость.
3.1.3 Внутри расточного шпинделя находится устройство зажима инструмента, использующее структуру зажимных когтей. Зажим инструмента обеспечивается предварительно загруженными дисковыми пружинами, а смена инструмента осуществляется с помощью гидравлического привода, что делает автоматический зажим инструмента надёжным и безопасным.
3.1.4 Основной привод механический, позволяет получать бесступенчатую регулировку скорости шпинделя от 2 до 6000 об/мин. Все шестерни основного привода имеют закалённые зубья, расположены внутри шпиндельного блока, обеспечивая хорошую жёсткость передачи, стабильную работу, высокий крутящий момент и удобство обслуживания.
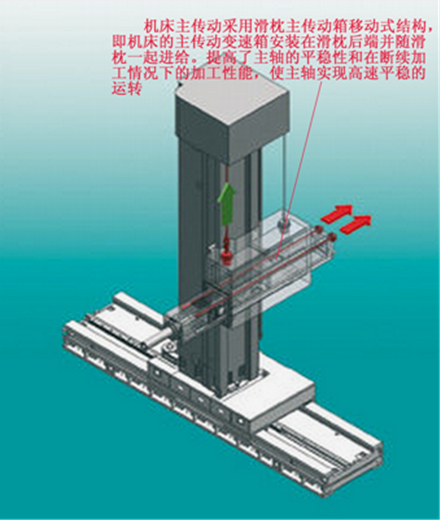
Главный привод станка выполнен по схеме с подвижной коробкой главного привода, то есть коробка передач главного привода установлена на задней части бабки и перемещается вместе с ней. Это повышает стабильность шпинделя и его производительность при прерывистой обработке. Изоляция главной коробки передач от направляющих колонны снижает влияние повышения температуры на точность направляющих колонны и способствует централизованному охлаждению системы главного привода, уменьшая термическую деформацию станка. Коробка передач является независимым модулем, что упрощает обработку и обеспечивает более высокую точность обработки. Все шестерни внутри коробки имеют высокоточную закаленную зубчатую поверхность, что устраняет необходимость перемещения коробки по длинному шлицевому валу, благодаря чему станок обладает более стабильной производительностью, низким уровнем шума и может обеспечить высокоскоростное вращение шпинделя, что увеличивает производительность станка.
Направляющие:
3.2.1 Ось X станка выполнена на гидростатических направляющих. Все гидростатические точки легко настраиваются, движущиеся части перемещаются плавно. Пара направляющих с низким коэффициентом трения обладает такими характеристиками, как малый коэффициент трения, низкий износ, хорошая виброустойчивость, высокая точность позиционирования и самосмазывание;
3.2.2 Направляющие оси Y выполнены по схеме стальная вставка + роликовые блоки, что обеспечивает малый коэффициент трения, износостойкость, хорошую виброустойчивость, высокую точность позиционирования и самосмазывание. Обслуживание простое, что гарантирует плавное движение всех подвижных частей;
3.2.3 Направляющие оси Z выполнены с использованием бесзазорной шлифовки в сочетании с накладками из бронзы для обеспечения точности и долговечности расточного шпинделя;
3.2.4 Вдоль оси X установлен стальной полностью закрытый защитный кожух по всей длине хода. Вдоль оси Y установлен защитный кожух гармошечного типа с броней по всей длине хода. Эти кожухи предотвращают попадание посторонних предметов на направляющие и обеспечивают чистоту внутри станка. Защитные кожухи изготовлены профессиональной фабрикой, они имеют красивый внешний вид и разумную конструкцию.
Линейное движение подачи:
3.3.1. Механизм подачи по координате X станка использует коробку двойного устранения люфта, причем зубчатая рейка и прецизионные шестерни являются импортными изделиями. Все шестерни имеют шлифовку и закалённую зубчатую поверхность, что обеспечивает высокую точность передачи.
3.3.2. Механизмы подачи по координатам Y, Z и W станка используют редукторные механизмы с устранением люфта и предварительно нагруженные пары шарико-винтовой передачи с регулируемыми двойными гайками, что обеспечивает высокую точность передачи.
3.3.3. Механизмы подачи по координатам X, Y, Z, W, V и B приводятся в движение сервомоторами переменного тока. Эти двигатели обладают большим крутящим моментом, широким диапазоном регулировки скорости и обеспечивают плавное движение. Передаточные механизмы имеют высокую точность передачи и гибкое динамическое управление, что обеспечивает стабильное движение всех подвижных частей.
Балансировочный механизм:
3.4.1. На верхней части шпиндельной коробки установлен гидравлический балансировочный цилиндр с пропорциональным клапаном и усилителем обратной связи, который автоматически регулирует силу натяжения балансировочного цилиндра в зависимости от вылета прямоугольной бабки. Это предотвращает провисание шпиндельной головки и деформацию бабки под собственным весом (см. рисунок ниже).
3.2.1 Ось X станка выполнена на гидростатических направляющих. Все гидростатические точки легко настраиваются, движущиеся части перемещаются плавно. Пара направляющих с низким коэффициентом трения обладает такими характеристиками, как малый коэффициент трения, низкий износ, хорошая виброустойчивость, высокая точность позиционирования и самосмазывание;
3.2.2 Направляющие оси Y выполнены по схеме стальная вставка + роликовые блоки, что обеспечивает малый коэффициент трения, износостойкость, хорошую виброустойчивость, высокую точность позиционирования и самосмазывание. Обслуживание простое, что гарантирует плавное движение всех подвижных частей;
3.2.3 Направляющие оси Z выполнены с использованием бесзазорной шлифовки в сочетании с накладками из бронзы для обеспечения точности и долговечности расточного шпинделя;
3.2.4 Вдоль оси X установлен стальной полностью закрытый защитный кожух по всей длине хода. Вдоль оси Y установлен защитный кожух гармошечного типа с броней по всей длине хода. Эти кожухи предотвращают попадание посторонних предметов на направляющие и обеспечивают чистоту внутри станка. Защитные кожухи изготовлены профессиональной фабрикой, они имеют красивый внешний вид и разумную конструкцию.
Линейное движение подачи:
3.3.1. Механизм подачи по координате X станка использует коробку двойного устранения люфта, причем зубчатая рейка и прецизионные шестерни являются импортными изделиями. Все шестерни имеют шлифовку и закалённую зубчатую поверхность, что обеспечивает высокую точность передачи.
3.3.2. Механизмы подачи по координатам Y, Z и W станка используют редукторные механизмы с устранением люфта и предварительно нагруженные пары шарико-винтовой передачи с регулируемыми двойными гайками, что обеспечивает высокую точность передачи.
3.3.3. Механизмы подачи по координатам X, Y, Z, W, V и B приводятся в движение сервомоторами переменного тока. Эти двигатели обладают большим крутящим моментом, широким диапазоном регулировки скорости и обеспечивают плавное движение. Передаточные механизмы имеют высокую точность передачи и гибкое динамическое управление, что обеспечивает стабильное движение всех подвижных частей.
Балансировочный механизм:
3.4.1. На верхней части шпиндельной коробки установлен гидравлический балансировочный цилиндр с пропорциональным клапаном и усилителем обратной связи, который автоматически регулирует силу натяжения балансировочного цилиндра в зависимости от вылета прямоугольной бабки. Это предотвращает провисание шпиндельной головки и деформацию бабки под собственным весом (см. рисунок ниже).
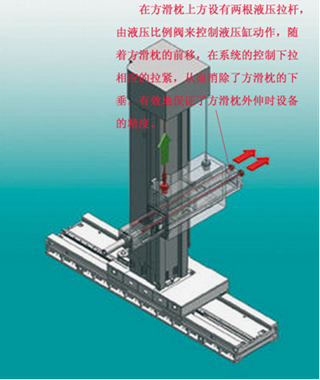
Над прямоугольной бабкой установлены два гидравлических тяговых стержня, действие гидроцилиндров контролируется гидравлическим пропорциональным клапаном. По мере продвижения бабки вперёд, система управляет соответствующей натяжкой, что устраняет прогиб бабки. Это эффективно поддерживает точность оборудования при выдвижении прямоугольной бабки.
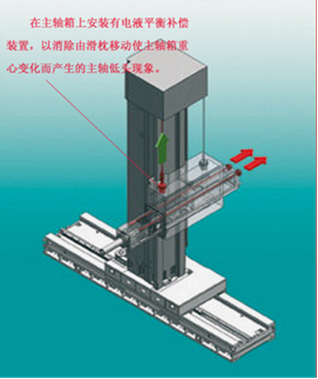
На шпиндельной коробке установлено электрогидравлическое компенсационное устройство для устранения явления наклона шпинделя, вызываемого изменением центра тяжести шпиндельной коробки при перемещении бабки.
Центровка веса скользящей части шпиндельной коробки станка осуществляется с помощью гидравлической подвесной системы, которая автоматически компенсирует прогиб, вызванный смещением центра тяжести, в зависимости от положения скользящей части и расточного шпинделя (см. рисунок).
3.4.3 Эта система также компенсирует смещение центра тяжести шпиндельной коробки при установке приспособлений на передний конец скользящей части, что обеспечивает высокую точность станка.
3.4.4 Балансировочный противовес основан на регулируемых направляющих с эластичными ограничителями, что обеспечивает стабильное и плавное движение противовеса, обеспечивая стабильную работу станка и высокую точность.
3.5 Компенсация точности:
(1) Функция компенсации позиционных ошибок осуществляется системой ЧПУ на основе собранных данных (так называемая компенсация ошибки шага и компенсация обратного зазора);
(2) Компенсация прогиба скользящей части осуществляется с помощью тяги на верхнем конце скользящей части, управляемой гидравлическим пропорциональным клапаном;
(3) Механическая компенсация зазора посредством двойной гайки шариковинтовой пары; (4) Собственное программное обеспечение для компенсации данных;
(5) Возможность оснащения замкнутой системой обратной связи для координатных осей.
3.4.3 Эта система также компенсирует смещение центра тяжести шпиндельной коробки при установке приспособлений на передний конец скользящей части, что обеспечивает высокую точность станка.
3.4.4 Балансировочный противовес основан на регулируемых направляющих с эластичными ограничителями, что обеспечивает стабильное и плавное движение противовеса, обеспечивая стабильную работу станка и высокую точность.
3.5 Компенсация точности:
(1) Функция компенсации позиционных ошибок осуществляется системой ЧПУ на основе собранных данных (так называемая компенсация ошибки шага и компенсация обратного зазора);
(2) Компенсация прогиба скользящей части осуществляется с помощью тяги на верхнем конце скользящей части, управляемой гидравлическим пропорциональным клапаном;
(3) Механическая компенсация зазора посредством двойной гайки шариковинтовой пары; (4) Собственное программное обеспечение для компенсации данных;
(5) Возможность оснащения замкнутой системой обратной связи для координатных осей.
Гидравлическая система:
3.6.1 Основные насосы и гидравлические компоненты станка, такие как клапаны, производятся за рубежом, что гарантирует простоту и беспрепятственность гидравлических контуров. Гидравлическая система централизованно подает масло станку с помощью маслостанции и оснащена системой регулирования температуры масла. Это обеспечивает стабильность температуры масла, увеличивает срок службы гидравлических компонентов и повышает надежность работы гидравлической системы. Используются брендовые гидравлические компоненты, соответствующие национальным стандартам, которые отличаются высоким качеством, достаточной доступностью и хорошей взаимозаменяемостью, что позволяет быстро реагировать на потребности пользователей. 3.6.2 В данном станке требуется полностое закрытое обеспечение масла и возврат масла, чтобы уменьшить загрязнение масла и обеспечить быструю рециркуляцию. В системе возврата масла установлен фильтр, который гарантирует чистоту возвращаемого масла. 3.6.3 Гидравлическая система станка включает регулировку скорости шпинделя, систему смазки для привода шпинделя, фрезерного шпинделя и прямоульной бабки. Маслобак расположен в нижней части шпиндельной коробки; система гидростатического маслоснабжения колонны и станина, маслобак расположен на основании станка. 3.6.4 Для направляющих колонны и бабки должны быть предусмотрены меры защиты от утечки масла, чтобы обеспечить чистоту и порядок на станке. 3.6.5 Рекомендуется использовать противоизносное гидравлическое масло HM46 с коэффициентом вязкости (40℃) 28.8-35.2 Па·с.
Электрооборудование станка:
3.7.1 Составные части: Электрооборудование станка состоит из электрического шкафа управления, управляющей коробки, ручного пульта и электрооборудования станины, при этом весь станок питается от трехфазного переменного тока. 3.7.2 Условия работы станка: Напряжение: 380±5%В 50Гц±1Гц Температура: 0-45℃ Относительная влажность: ≤85% 3.7.3 Электрическая конфигурация: система ЧПУ SIEMENS828Dsl
Аппаратная конфигурация
Функции ЧПУ
Режимы работы
Функции отображения
Функции осей
Функции шпинделя
- Регулировка скорости шпинделя, автоматический выбор диапазона, остановка с ориентацией шпинделя, резка с постоянной скоростью, ограничение скорости шпинделя, различные функции нарезания резьбы (программируемые пути входа и выхода резьбы, нарезание резьбы с постоянным и переменным шагом).
Типы интерполяции
- Линейная интерполяция, круговая интерполяция через центр и конечную точку, круговая интерполяция по трем точкам, спиральная интерполяция, общая интерполяция NURBS (неравномерная B-сплайн интерполяция), программируемый режим непрерывного кругового пути, сплайн-интерполяция, полиномиальная интерполяция и эвольвентная интерполяция.
Компенсационные функции
- Компенсация обратного зазора, компенсация ошибок шага винта, компенсация ошибок измерительной системы, компенсация ошибок при переходе через квадрант, температурная компенсация, компенсация отвисания и опережающее управление.
Коммуникации/управление данными
- Поддержка хранения и резервного копирования данных и программ через USB, Ethernet, флеш-накопители и жесткий диск;
- Поддержка обработки в режиме DNC.
Функции безопасности
- Функция тестирования программы, ограничение рабочей области, мониторинг программных и аппаратных ограничителей, мониторинг позиции, мониторинг скорости, статический мониторинг, мониторинг контура, ограничение скорости шпинделя, постоянный мониторинг безопасности (перегрев, состояние батареи, напряжение, память, вентиляция).
Программирование
- Язык программирования DIN66025 и расширенные языки (например, настраиваемые пользовательские переменные, макротехнология); переходы и ветвления в программах; вызовы подпрограмм; функции строк; параллельное программирование во время обработки; смещение нуля; предварительное чтение сегментов программы; управление программами для заготовок/деталей…
Поддержка программирования
- Удобный редактор программ; поддержка геометрического и циклического программирования; циклы сверления, фрезерования и точения; поддержка программирования и эксплуатации для токарных и фрезерных станков в Shop Turn и Shop Mill.
Двигатель шпинделя
- Синхронный АС шпиндельный двигатель с энкодером и соответствующими элементами тепловой защиты.
Система управления и мониторинга сервоосей
- Сервосистема базируется на системе SIEMENS 828Dsl, с использованием АС серводвигателей SIEMENS.
- Оси X, Y, Z и W оснащены встроенными энкодерами и работают в полу-замкнутом контуре;
- Особенности системы ЧПУ соответствуют функционалу, предоставляемому SIEMENS 828Dsl.
Электрический шкаф
- Степень защиты электрического шкафа соответствует стандарту IP54. Шкаф полностью закрытый, пылезащищенный, оснащен кондиционером. Корпус шкафа выполнен из качественных материалов от известных отечественных производителей. Шкаф имеет закрытую конструкцию с герметичными дверцами на петлях спереди и сзади, с углом открытия не менее 90°, и надежным заземлением. Электрические компоненты от SIEMENS.
Меры безопасности
1. Защита от перегрева и падения давления гидравлической системы станка;
2. Защита от нехватки масла для регулярной смазки координат станка;
3. Защита от неисправностей привода шпинделя;
4. Защита системы шпинделя от перегрузки;
5. Взаимоблокировка между автоматическим снятием инструмента и запуском шпинделя;
6. Защита от превышения программных пределов;
7. Ограничение перемещения сверх допустимых координат;
8. Защита от неисправностей привода подачи;
9. Защита системы подачи от перегрузки.
Совершенные защитные меры:
(1) Защита температуры и давления гидравлической системы станка;
(2) Защита от нехватки масла в системе смазки станка;
(3) Защита от программных предельных положений;
(4) Защита от превышения хода;
(5) Блокировка автоматического снятия инструмента и запуска шпинделя;
(6) Защита от перегрузки шпиндельной системы;
(7) Защита от перегрузки системы подачи;
(8) Другие механические и электрические блокировки и защитные меры.
3.6.1 Основные насосы и гидравлические компоненты станка, такие как клапаны, производятся за рубежом, что гарантирует простоту и беспрепятственность гидравлических контуров. Гидравлическая система централизованно подает масло станку с помощью маслостанции и оснащена системой регулирования температуры масла. Это обеспечивает стабильность температуры масла, увеличивает срок службы гидравлических компонентов и повышает надежность работы гидравлической системы. Используются брендовые гидравлические компоненты, соответствующие национальным стандартам, которые отличаются высоким качеством, достаточной доступностью и хорошей взаимозаменяемостью, что позволяет быстро реагировать на потребности пользователей. 3.6.2 В данном станке требуется полностое закрытое обеспечение масла и возврат масла, чтобы уменьшить загрязнение масла и обеспечить быструю рециркуляцию. В системе возврата масла установлен фильтр, который гарантирует чистоту возвращаемого масла. 3.6.3 Гидравлическая система станка включает регулировку скорости шпинделя, систему смазки для привода шпинделя, фрезерного шпинделя и прямоульной бабки. Маслобак расположен в нижней части шпиндельной коробки; система гидростатического маслоснабжения колонны и станина, маслобак расположен на основании станка. 3.6.4 Для направляющих колонны и бабки должны быть предусмотрены меры защиты от утечки масла, чтобы обеспечить чистоту и порядок на станке. 3.6.5 Рекомендуется использовать противоизносное гидравлическое масло HM46 с коэффициентом вязкости (40℃) 28.8-35.2 Па·с.
Электрооборудование станка:
3.7.1 Составные части: Электрооборудование станка состоит из электрического шкафа управления, управляющей коробки, ручного пульта и электрооборудования станины, при этом весь станок питается от трехфазного переменного тока. 3.7.2 Условия работы станка: Напряжение: 380±5%В 50Гц±1Гц Температура: 0-45℃ Относительная влажность: ≤85% 3.7.3 Электрическая конфигурация: система ЧПУ SIEMENS828Dsl
Аппаратная конфигурация
- Система ЧПУ: SINUMERIK 828Dsl от Siemens
- Приводная система: серводвигатели SINAMICS S120 от Siemens
- Количество управляемых осей: четыре координатные оси — X, Y, Z, W
- Количество интерполируемых осей: трехосевая интерполяция
- Панель управления: функциональная панель OP010 с цветным TFT дисплеем 8.4», поддержка китайского и многих других языков
- Панель управления станком: стандартная панель управления MCP483C PN с несколькими настраиваемыми кнопками (индикаторами) и многоуровневой защитой ключевыми переключателями
- ПЛК: интегрированный SIMATIC S7, совместимый с CPU317-2DP/319-3PN/DP
Функции ЧПУ
- Разрешение: линейные оси — 0.001 мм (настраиваемое), вращательные оси — 0.001° (настраиваемое)
- Предварительное чтение программы: >200 блоков
- Место для хранения программы: 3 МБ пользовательской памяти ЧПУ (расширяемая до 15 МБ)
- TCU: >700М (PCU50.5 >25G)
Режимы работы
- Режим JOG, режим MDA, режим AUTO, режим TEACHIN (обучение), режим REPOS (перемещение), предварительный режим, инкрементальный режим (X1, X100, X1000, X10000 или любой другой шаг).
Функции отображения
- Отображение текущего положения, реальной скорости резания, программы в 2D/3D, сообщения программы, ошибки программы, ошибки операций, сообщения об изначных ошибках, самодиагностика, статусные сигналы NC и PLC.
Функции осей
- Быстрое перемещение и регулировка скорости подачи, программируемое ускорение, режим слежения, управление рывками (jerk), индивидуальная подача для скругления и фаски, остановка в фиксированных точках с контролем момента, программируемая синхронизация осей.
Функции шпинделя
- Регулировка скорости шпинделя, автоматический выбор диапазона, остановка с ориентацией шпинделя, резка с постоянной скоростью, ограничение скорости шпинделя, различные функции нарезания резьбы (программируемые пути входа и выхода резьбы, нарезание резьбы с постоянным и переменным шагом).
Типы интерполяции
- Линейная интерполяция, круговая интерполяция через центр и конечную точку, круговая интерполяция по трем точкам, спиральная интерполяция, общая интерполяция NURBS (неравномерная B-сплайн интерполяция), программируемый режим непрерывного кругового пути, сплайн-интерполяция, полиномиальная интерполяция и эвольвентная интерполяция.
Компенсационные функции
- Компенсация обратного зазора, компенсация ошибок шага винта, компенсация ошибок измерительной системы, компенсация ошибок при переходе через квадрант, температурная компенсация, компенсация отвисания и опережающее управление.
Коммуникации/управление данными
- Поддержка хранения и резервного копирования данных и программ через USB, Ethernet, флеш-накопители и жесткий диск;
- Поддержка обработки в режиме DNC.
Функции безопасности
- Функция тестирования программы, ограничение рабочей области, мониторинг программных и аппаратных ограничителей, мониторинг позиции, мониторинг скорости, статический мониторинг, мониторинг контура, ограничение скорости шпинделя, постоянный мониторинг безопасности (перегрев, состояние батареи, напряжение, память, вентиляция).
Программирование
- Язык программирования DIN66025 и расширенные языки (например, настраиваемые пользовательские переменные, макротехнология); переходы и ветвления в программах; вызовы подпрограмм; функции строк; параллельное программирование во время обработки; смещение нуля; предварительное чтение сегментов программы; управление программами для заготовок/деталей…
Поддержка программирования
- Удобный редактор программ; поддержка геометрического и циклического программирования; циклы сверления, фрезерования и точения; поддержка программирования и эксплуатации для токарных и фрезерных станков в Shop Turn и Shop Mill.
Двигатель шпинделя
- Синхронный АС шпиндельный двигатель с энкодером и соответствующими элементами тепловой защиты.
Система управления и мониторинга сервоосей
- Сервосистема базируется на системе SIEMENS 828Dsl, с использованием АС серводвигателей SIEMENS.
- Оси X, Y, Z и W оснащены встроенными энкодерами и работают в полу-замкнутом контуре;
- Особенности системы ЧПУ соответствуют функционалу, предоставляемому SIEMENS 828Dsl.
Электрический шкаф
- Степень защиты электрического шкафа соответствует стандарту IP54. Шкаф полностью закрытый, пылезащищенный, оснащен кондиционером. Корпус шкафа выполнен из качественных материалов от известных отечественных производителей. Шкаф имеет закрытую конструкцию с герметичными дверцами на петлях спереди и сзади, с углом открытия не менее 90°, и надежным заземлением. Электрические компоненты от SIEMENS.
Меры безопасности
1. Защита от перегрева и падения давления гидравлической системы станка;
2. Защита от нехватки масла для регулярной смазки координат станка;
3. Защита от неисправностей привода шпинделя;
4. Защита системы шпинделя от перегрузки;
5. Взаимоблокировка между автоматическим снятием инструмента и запуском шпинделя;
6. Защита от превышения программных пределов;
7. Ограничение перемещения сверх допустимых координат;
8. Защита от неисправностей привода подачи;
9. Защита системы подачи от перегрузки.
Совершенные защитные меры:
(1) Защита температуры и давления гидравлической системы станка;
(2) Защита от нехватки масла в системе смазки станка;
(3) Защита от программных предельных положений;
(4) Защита от превышения хода;
(5) Блокировка автоматического снятия инструмента и запуска шпинделя;
(6) Защита от перегрузки шпиндельной системы;
(7) Защита от перегрузки системы подачи;
(8) Другие механические и электрические блокировки и защитные меры.
Стандартная комплектация станка
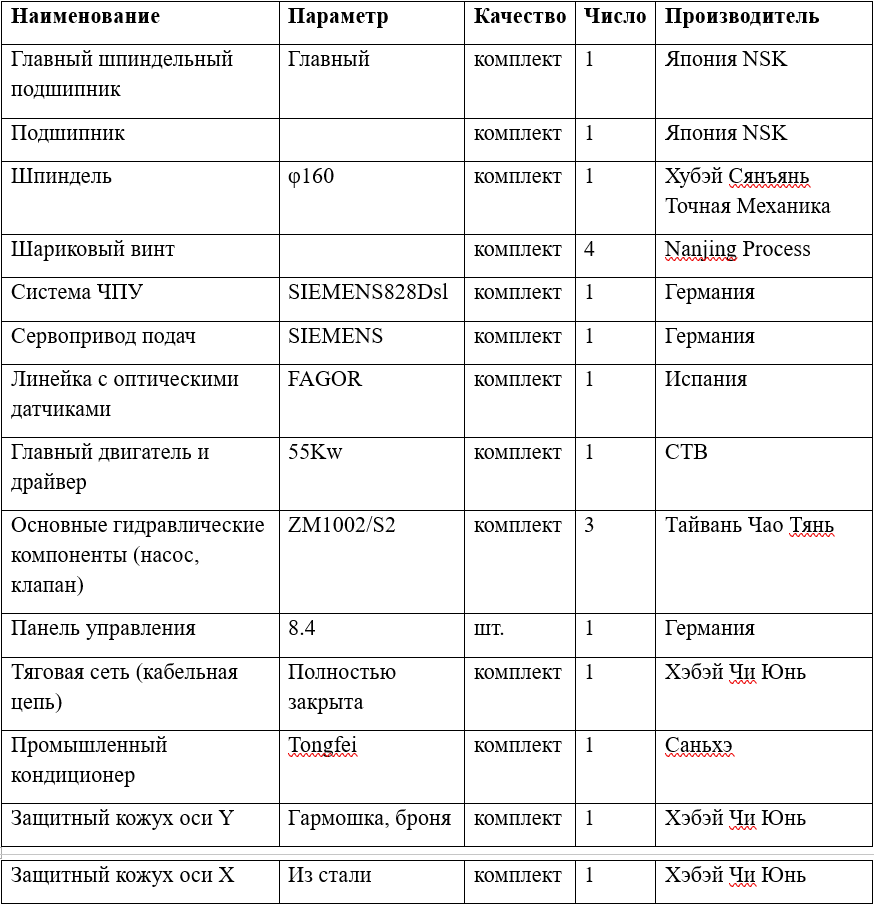
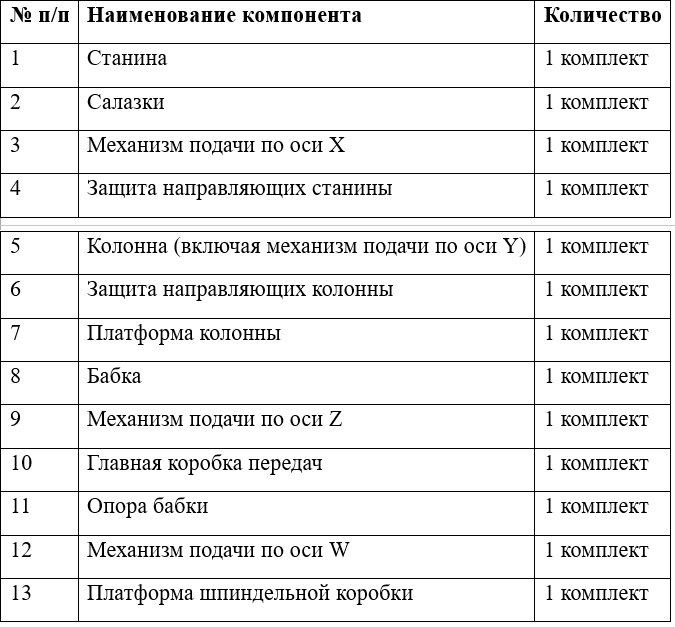
4.1 Основные компоненты станка:
4.1 Основные компоненты станка:
Электрическая часть
4.2.1 Система ЧПУ, сервоприводы
Система ЧПУ используется немецкой фирмы SIEMENS, модель 828Dsl.
Для системы подачи используются серводвигатели и сервоприводы переменного тока фирмы SIEMENS, Германия.
4.2.1.1 Система имеет раздельную конструкцию, состоящую из центрального блока и монитора/клавиатуры.
1) Центральный блок: установлен в электрическом шкафу, состоит из блока питания и процессора (CPU).
2) Монитор/клавиатура: установлены в центральном блоке управления, состоят из 10.4-дюймового цветного ЖК-дисплея и панели клавиатуры ЧПУ и панели управления.
3) Станок оснащен переносным ручным блоком, установленным на блоке управления, для удобства настройки станка и установки инструмента.
4.2.1.2 Функции ЧПУ (подробно см. в прилагаемом руководстве по системе)
● Режимы работы:
1) Режим JOG (пошаговый режим)
Пошаговое перемещение осей подачи
Непрерывное пошаговое перемещение шпинделя
Переключатель подач от 0% до 120%
Скорость шпинделя регулируется по кнопкам ступеней на панели управления
MDI (ввод вручную)
2) Автоматический/одноступенчатый режим
3) Редактирование программ (EDIT)
● Компенсация
1) Компенсация радиуса инструмента
2) Компенсация длины инструмента
3) Компенсация ошибок координатной точности
● Функции защиты:
Программные пределы (soft limits)
Ошибки программирования
Ошибки выполнения
Внутренние ошибки цепи и ошибки перегрева
Ошибки обратной связи
Ошибки передачи данных на периферийные устройства
Активирование внешней аварийной остановки
Коды ошибок программирования пользователем
· Функции связи
USB, CF, Ethernet интерфейсы
· Программирование ЧПУ
- Программирование на CNC-языке (ISO код) или на языке высокого уровня
- Программирование с функцией обучения
- Число синхронизированных осей: 4 оси подачи
- Полностью автоматическая смена передач
- Десятичное программирование
- Программирование в дюймах и метрической системе
- Комбинированное программирование в абсолютных и приращенных значениях
- Функции M и S
· Функции числового управления
- Фиксированные циклы и многоэтапная обработка: сверление, комбинированное глубокое сверление (линейное, прямоугольное, по сетке)
- Развертка
- Растачивание
- зеркальное отображение
- Масштабное изменение размеров
- Режим вращения
· Функции отображения
- Русский/английский/китайский язык
- Одновременное отображение используемых координат
- Отображение программы, параметров, подпрограмм и G-кода
- Графическое отображение: траектории инструмента, отображение в трёх проекциях, графическое отображение в режиме симуляции
- Отображение фактических значений положения
- Отображение командных значений положения
- Отображение следящей ошибки
- Отображение скорости шпинделя и коэффициента ускорения
- Отображение скорости подачи и коэффициента ускорения
- Отображение времени выполнения детали
- Отображение ошибок
- Отображение операционной информации
4.2.1.3Другие функции
· #### Функции безопасности программы PLC
- Программные ограничения и безопасный выход
- Ограничения безопасности PLC и безопасный выход
- Аппаратные электрические ограничения и безопасный выход
- Мониторинг узла шпинделя
- Мониторинг узла подачи
- Отображение номеров ошибок и сигналов тревоги
- Мониторинг ошибок операции
- Мониторинг гидравлической системы
- Мониторинг системы смазки
· Вспомогательные функции
- Автоматическая смазка направляющих
· Операции с ручным пультом управления
1. Выбор координатных осей и выбор коэффициента ускорения
2. Электронное маховичное колесо
3. Аварийная остановка
4. Диапазон перемещения ручного пульта: беспроводное управление
4.2.2 Управляемые оси
Количество управляемых осей: 4
Количество синхронно управляемых осей: любые 3 оси
Определение координатных осей:
- Ось X: колонна перемещается по станине влево и вправо;
- Ось Y: шпиндельная коробка перемещается по колонне вверх и вниз;
- Ось Z: бабка перемещается вперед и назад;
- Ось W: расточной шпиндель перемещается вперед и назад.
Все четыре подающие оси станка (X, Y, Z, W) оснащены цифровыми сервомоторами переменного тока компании SIEMENS (Германия). Для привода подающих двигателей используются комплектные устройства сервоприводов переменного тока производства компании SIEMENS (Германия).
Функции системы ЧПУ соответствуют возможностям системы SIEMENS 828Dsl.
4.2.3 Система обратной связи
4.2.3.1 Основная конфигурация
- Ось X: замкнутая система регулирования
- Ось Y: замкнутая система регулирования
- Ось Z: замкнутая система регулирования
- Ось W: полузамкнутая система регулирования
5. Основные аксессуары (поставляемые вместе со станком, стандартная комплектация)
4.2.1 Система ЧПУ, сервоприводы
Система ЧПУ используется немецкой фирмы SIEMENS, модель 828Dsl.
Для системы подачи используются серводвигатели и сервоприводы переменного тока фирмы SIEMENS, Германия.
4.2.1.1 Система имеет раздельную конструкцию, состоящую из центрального блока и монитора/клавиатуры.
1) Центральный блок: установлен в электрическом шкафу, состоит из блока питания и процессора (CPU).
2) Монитор/клавиатура: установлены в центральном блоке управления, состоят из 10.4-дюймового цветного ЖК-дисплея и панели клавиатуры ЧПУ и панели управления.
3) Станок оснащен переносным ручным блоком, установленным на блоке управления, для удобства настройки станка и установки инструмента.
4.2.1.2 Функции ЧПУ (подробно см. в прилагаемом руководстве по системе)
● Режимы работы:
1) Режим JOG (пошаговый режим)
Пошаговое перемещение осей подачи
Непрерывное пошаговое перемещение шпинделя
Переключатель подач от 0% до 120%
Скорость шпинделя регулируется по кнопкам ступеней на панели управления
MDI (ввод вручную)
2) Автоматический/одноступенчатый режим
3) Редактирование программ (EDIT)
● Компенсация
1) Компенсация радиуса инструмента
2) Компенсация длины инструмента
3) Компенсация ошибок координатной точности
● Функции защиты:
Программные пределы (soft limits)
Ошибки программирования
Ошибки выполнения
Внутренние ошибки цепи и ошибки перегрева
Ошибки обратной связи
Ошибки передачи данных на периферийные устройства
Активирование внешней аварийной остановки
Коды ошибок программирования пользователем
· Функции связи
USB, CF, Ethernet интерфейсы
· Программирование ЧПУ
- Программирование на CNC-языке (ISO код) или на языке высокого уровня
- Программирование с функцией обучения
- Число синхронизированных осей: 4 оси подачи
- Полностью автоматическая смена передач
- Десятичное программирование
- Программирование в дюймах и метрической системе
- Комбинированное программирование в абсолютных и приращенных значениях
- Функции M и S
· Функции числового управления
- Фиксированные циклы и многоэтапная обработка: сверление, комбинированное глубокое сверление (линейное, прямоугольное, по сетке)
- Развертка
- Растачивание
- зеркальное отображение
- Масштабное изменение размеров
- Режим вращения
· Функции отображения
- Русский/английский/китайский язык
- Одновременное отображение используемых координат
- Отображение программы, параметров, подпрограмм и G-кода
- Графическое отображение: траектории инструмента, отображение в трёх проекциях, графическое отображение в режиме симуляции
- Отображение фактических значений положения
- Отображение командных значений положения
- Отображение следящей ошибки
- Отображение скорости шпинделя и коэффициента ускорения
- Отображение скорости подачи и коэффициента ускорения
- Отображение времени выполнения детали
- Отображение ошибок
- Отображение операционной информации
4.2.1.3Другие функции
· #### Функции безопасности программы PLC
- Программные ограничения и безопасный выход
- Ограничения безопасности PLC и безопасный выход
- Аппаратные электрические ограничения и безопасный выход
- Мониторинг узла шпинделя
- Мониторинг узла подачи
- Отображение номеров ошибок и сигналов тревоги
- Мониторинг ошибок операции
- Мониторинг гидравлической системы
- Мониторинг системы смазки
· Вспомогательные функции
- Автоматическая смазка направляющих
· Операции с ручным пультом управления
1. Выбор координатных осей и выбор коэффициента ускорения
2. Электронное маховичное колесо
3. Аварийная остановка
4. Диапазон перемещения ручного пульта: беспроводное управление
4.2.2 Управляемые оси
Количество управляемых осей: 4
Количество синхронно управляемых осей: любые 3 оси
Определение координатных осей:
- Ось X: колонна перемещается по станине влево и вправо;
- Ось Y: шпиндельная коробка перемещается по колонне вверх и вниз;
- Ось Z: бабка перемещается вперед и назад;
- Ось W: расточной шпиндель перемещается вперед и назад.
Все четыре подающие оси станка (X, Y, Z, W) оснащены цифровыми сервомоторами переменного тока компании SIEMENS (Германия). Для привода подающих двигателей используются комплектные устройства сервоприводов переменного тока производства компании SIEMENS (Германия).
Функции системы ЧПУ соответствуют возможностям системы SIEMENS 828Dsl.
4.2.3 Система обратной связи
4.2.3.1 Основная конфигурация
- Ось X: замкнутая система регулирования
- Ось Y: замкнутая система регулирования
- Ось Z: замкнутая система регулирования
- Ось W: полузамкнутая система регулирования
5. Основные аксессуары (поставляемые вместе со станком, стандартная комплектация)

6. Специальные аксессуары (опционально)
6.1. ЧПУ поворотный стол:
6.1.1 ЧПУ поворотный стол является специальным аксессуаром станка и способен выполнять угловую фрезеровку, шлифовку, расточку и многостороннюю обработку деталей, установленных на поворотном столе. Использование функции непрерывного деления поворотного стола позволяет непрерывно обрабатывать пространственные криволинейные поверхности, расширяя возможности применения основного станка, сокращая вспомогательное время и обеспечивая многооперационную комплексную обработку за одно закрепление.
6.1.2 Основные конструктивные особенности
6.1. ЧПУ поворотный стол:
6.1.1 ЧПУ поворотный стол является специальным аксессуаром станка и способен выполнять угловую фрезеровку, шлифовку, расточку и многостороннюю обработку деталей, установленных на поворотном столе. Использование функции непрерывного деления поворотного стола позволяет непрерывно обрабатывать пространственные криволинейные поверхности, расширяя возможности применения основного станка, сокращая вспомогательное время и обеспечивая многооперационную комплексную обработку за одно закрепление.
6.1.2 Основные конструктивные особенности

Станина и салазки
a. Станина и салазки
Станина и салазки изготовлены из высококачественного чугуна. На верхней части станины расположены горизонтальные направляющие для поддержки салазок и поворотного стола. Станина закреплена на фундаменте с помощью регулировочных клиньев и анкерных болтов, а её горизонтальность и прямолинейность обеспечиваются регулировочными клиньями. При необходимости станина может быть отрегулирована с помощью этих клиньев.
Центральные и боковые плоские направляющие станины обработаны с высокой точностью. Направляющие салазок оснащены пластинами для скребков масла и защитными кожухами для защиты от загрязнений. На направляющих салазок установлены легированные накладки, в которых обработаны углубления для создания полостей гидростатического масла, что формирует масляную плёнку на поверхности направляющих. Это превращает направляющие в гидростатические, на которых поддерживается вес как салазок, так и поворотного стола. В теории, металлические поверхности гидростатических направляющих не изнашиваются и обладают длительным сроком службы, хорошей виброустойчивостью, высокой нагрузочной способностью, обеспечивая точную повторяемость позиционирования и отсутствие ползункового движения. На центральных направляющих салазок установлены плоские и наклонные шлифованные полосы для обеспечения точности перемещения.
b. Направляющие салазок
Рабочий стол поддерживается гидростатическими камерами на кольцевых направляющих салазок, а точность его вращения обеспечивается высокоточным двухрядным цилиндрическим роликовым подшипником, установленным на центральной оси салазок. Основная гидростатическая камера поддерживает поворотный стол, а вспомогательная гидрокамера расположена в центре.
В системе вращения рабочего стола используются высокоточные двухрядные цилиндрические роликовые подшипники с жесткой конструкцией. В верхней части осевой системы применяется разгрузочное устройство для повышения точности вращения стола. Рабочий стол изготовлен из высококачественного чугуна и снабжен Т-образными пазами для крепления заготовок. В центре рабочего стола находится установочный выступ, соосный с осью вращения, который используется для позиционирования заготовок. Рабочий стол может вращаться с определенной скоростью на салазках, а также перемещаться вместе с ними по станине.
В центре рабочего стола установлен крышка, под которой находятся двухрядный цилиндрический роликовый подшипник и центрирующий его конический втулка. Внутреннее кольцо подшипника также имеет конус, используемый для регулировки точности вращения рабочего стола. Рабочий стол поддерживается гидростатическими направляющими на верхней поверхности салазок. Вращение рабочего стола осуществляется с помощью сервомотора переменного тока через редуктор без зазоров, который приводит в движение зубчатое колесо, взаимодействующее с кольцевой шестерней на нижней стороне поворотного стола. После позиционирования рабочего стола, при нажатии кнопки зажима масло в гидростатические камеры подается через электромагнитные клапаны, затем подача масла в зажимные цилиндры прекращается, и рабочий стол фиксируется на салазках. В верхней части рабочего стола обработан кольцевой паз, и при зажиме зажимная головка под воздействием дисковых пружин зажимного цилиндра зажимает рабочий стол к зажимной платформе салазок. Во время вращения рабочего стола давление масла подается через электромагнитные клапаны в цилиндры высокого давления, освобождая (поднимая) зажимную головку, что позволяет работать вращать стол.
c. Линейные направляющие для прямолинейного и вращательного движения стола имеют малый коэффициент трения, хорошую виброустойчивость, низкие высокочастотные вибрации, высокую точность и удобство обслуживания. Все направляющие являются гидростатическими, что гарантирует плавность и лёгкость движения компонентов. Привод линейного движения рабочего стола осуществляется через двухгаечный ходовой винт.
d. Привод вращения стола осуществляется через редуктор без зазоров, передающий вращение от двухшестеренчатого передачи к зубчатому венцу, что приводит к вращению платформы. Все приводные механизмы стола имеют компактную и рациональную структуру, обеспечивая высокую точность передачи и плавное движение компонентов.
e. Точность вращения стола контролируется круговой шкалой, что обеспечивает высокую точность и точное деление.
F. Привод осей V и B осуществляется серводвигателями переменного тока.
6.1.3 Гидравлическая и смазочная системы
Гидравлическая система зажима поворотного стола и гидростатическая смазочная система используют общий масляный бак. Подача масла на гидравлике зажима осуществляется с помощью шестеренного насоса высокого давления, тогда как гидростатическая и смазочная подача масла обеспечивается с помощью переменного лопастного насоса.
Давление для гидравлической системы и гидростатики, а также расход смазочного масла были установлены при сборке и не требуют повторной настройки.
a. Станина и салазки
Станина и салазки изготовлены из высококачественного чугуна. На верхней части станины расположены горизонтальные направляющие для поддержки салазок и поворотного стола. Станина закреплена на фундаменте с помощью регулировочных клиньев и анкерных болтов, а её горизонтальность и прямолинейность обеспечиваются регулировочными клиньями. При необходимости станина может быть отрегулирована с помощью этих клиньев.
Центральные и боковые плоские направляющие станины обработаны с высокой точностью. Направляющие салазок оснащены пластинами для скребков масла и защитными кожухами для защиты от загрязнений. На направляющих салазок установлены легированные накладки, в которых обработаны углубления для создания полостей гидростатического масла, что формирует масляную плёнку на поверхности направляющих. Это превращает направляющие в гидростатические, на которых поддерживается вес как салазок, так и поворотного стола. В теории, металлические поверхности гидростатических направляющих не изнашиваются и обладают длительным сроком службы, хорошей виброустойчивостью, высокой нагрузочной способностью, обеспечивая точную повторяемость позиционирования и отсутствие ползункового движения. На центральных направляющих салазок установлены плоские и наклонные шлифованные полосы для обеспечения точности перемещения.
b. Направляющие салазок
Рабочий стол поддерживается гидростатическими камерами на кольцевых направляющих салазок, а точность его вращения обеспечивается высокоточным двухрядным цилиндрическим роликовым подшипником, установленным на центральной оси салазок. Основная гидростатическая камера поддерживает поворотный стол, а вспомогательная гидрокамера расположена в центре.
В системе вращения рабочего стола используются высокоточные двухрядные цилиндрические роликовые подшипники с жесткой конструкцией. В верхней части осевой системы применяется разгрузочное устройство для повышения точности вращения стола. Рабочий стол изготовлен из высококачественного чугуна и снабжен Т-образными пазами для крепления заготовок. В центре рабочего стола находится установочный выступ, соосный с осью вращения, который используется для позиционирования заготовок. Рабочий стол может вращаться с определенной скоростью на салазках, а также перемещаться вместе с ними по станине.
В центре рабочего стола установлен крышка, под которой находятся двухрядный цилиндрический роликовый подшипник и центрирующий его конический втулка. Внутреннее кольцо подшипника также имеет конус, используемый для регулировки точности вращения рабочего стола. Рабочий стол поддерживается гидростатическими направляющими на верхней поверхности салазок. Вращение рабочего стола осуществляется с помощью сервомотора переменного тока через редуктор без зазоров, который приводит в движение зубчатое колесо, взаимодействующее с кольцевой шестерней на нижней стороне поворотного стола. После позиционирования рабочего стола, при нажатии кнопки зажима масло в гидростатические камеры подается через электромагнитные клапаны, затем подача масла в зажимные цилиндры прекращается, и рабочий стол фиксируется на салазках. В верхней части рабочего стола обработан кольцевой паз, и при зажиме зажимная головка под воздействием дисковых пружин зажимного цилиндра зажимает рабочий стол к зажимной платформе салазок. Во время вращения рабочего стола давление масла подается через электромагнитные клапаны в цилиндры высокого давления, освобождая (поднимая) зажимную головку, что позволяет работать вращать стол.
c. Линейные направляющие для прямолинейного и вращательного движения стола имеют малый коэффициент трения, хорошую виброустойчивость, низкие высокочастотные вибрации, высокую точность и удобство обслуживания. Все направляющие являются гидростатическими, что гарантирует плавность и лёгкость движения компонентов. Привод линейного движения рабочего стола осуществляется через двухгаечный ходовой винт.
d. Привод вращения стола осуществляется через редуктор без зазоров, передающий вращение от двухшестеренчатого передачи к зубчатому венцу, что приводит к вращению платформы. Все приводные механизмы стола имеют компактную и рациональную структуру, обеспечивая высокую точность передачи и плавное движение компонентов.
e. Точность вращения стола контролируется круговой шкалой, что обеспечивает высокую точность и точное деление.
F. Привод осей V и B осуществляется серводвигателями переменного тока.
6.1.3 Гидравлическая и смазочная системы
Гидравлическая система зажима поворотного стола и гидростатическая смазочная система используют общий масляный бак. Подача масла на гидравлике зажима осуществляется с помощью шестеренного насоса высокого давления, тогда как гидростатическая и смазочная подача масла обеспечивается с помощью переменного лопастного насоса.
Давление для гидравлической системы и гидростатики, а также расход смазочного масла были установлены при сборке и не требуют повторной настройки.
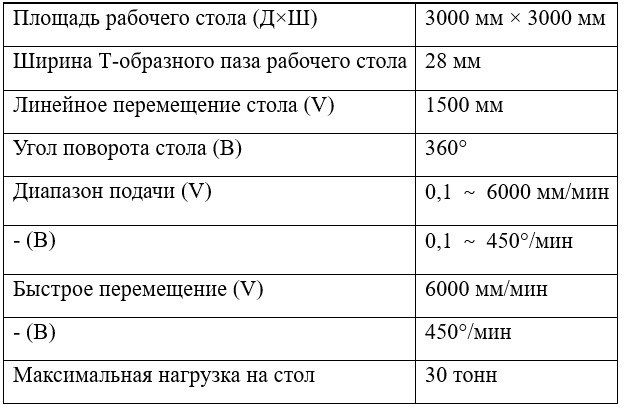
6.1.4 Основные технические параметры
6.2Магазин инструментов:
- 60 позиций
- Вес инструмента: более 20 кг
- Длина инструмента: более 400 мм
- Диаметр инструмента: более 200 мм
6.3 Плоский поворотный стол:
- Максимальная скорость: 270 об/мин
- Момент: 8000 Нм
- Максимальный диаметр расточного отверстия: 1800 мм
6.4 Автоматическая универсальная головка:
- 6000 об/мин
- Мощность: 55 кВт
- Момент: 1500 Нм
6.4 Рабочий стол с фиксированными опорами для заготовок (2 штуки):
- Длина: 3000 мм
- Ширина: 1200 мм
- Глубина: 1000 мм
6.5 Прочие аксессуары:
- Магазин автоматических головок
- Лазерное устройство для измерения инструментов
- Зонд для измерения заготовок
7.1 Предварительная приемка
Геометрическая точность станка, точность позиционирования с ЧПУ и рабочая точность проверяются в соответствии со стандартами и техническими протоколами, такими как JB/T8490.1-96 «Проверка точности горизонтально-расточных станков и центров для расточных и фрезерных работ с ЧПУ». Приемка проводится у продавца, который уведомляет покупателя о готовности. Покупатель направляет своего представителя для участия в приемке. При необходимости покупатель предоставляет заготовки, режущие инструменты, чертежи и технологические процессы, которые могут быть включены в программу предварительной приемки.
7.2 Стандарты, применяемые при изготовлении и приемке станка:
① Стандарты, применяемые при изготовлении данного станка:
a. GB9061-2006 Общие технические условия для металлорежущих станков
b. GB5226.1-2008 Безопасность электрического оборудования машин. Электрооборудование машин. Часть 1: Общие требования
c. GB/T23572-2009 Общие технические условия для гидравлических систем металлорежущих станков
d. JB/T6105-2007 Технические условия для гидравлических насосных станций станков с ЧПУ
e. JB/T7452-2007 Технические условия для маслосистем станков с ЧПУ
f. JB/T7452-2004 Технические условия для маслосистем станков с ЧПУ
g. JB/T8490-2008 Технические условия для горизонтально-расточных станков и центров для расточных и фрезерных работ
h. GB/T 5289.3-2006 Условия испытаний горизонтальных расточных станков. Проверка точности. Часть 3: Станки с раздельным столом для крепления заготовок
i. JB/T 9872-1999 Общие технические условия для механически обработанных деталей металлорежущих станков
j. GB/T 23570-2009 Общие технические условия для сварных конструкций металлорежущих станков
k. GB/T 23571-2009 Составление сопроводительной технической документации для металлорежущих станков
l. JB/T 9876-1999 Испытание и оценка сопрягаемых поверхностей металлорежущих станков методом окрашивания
② Геометрическая точность станка, рабочая точность и точность с ЧПУ в соответствии с:
GB/T 5289.3-2006 Условия испытаний горизонтальных расточных станков. Проверка точности. Часть 3: Станки с раздельным столом для крепления заготовок.
Погрешность позиционирования: X, Y оси 0,025/1000;
Z, W оси 0,02/1000;
Погрешность повторного позиционирования: X, Y оси 0,018/1000
W, Z оси 0,018/1000
Техническая документация:
1.《Руководство по эксплуатации станка》1 комплект
(включая механическую и гидравлическую части для эксплуатации и обслуживания)
2.《Сертификат соответствия》1комплект
(включая протоколы проверки точности станка и записи результатов проверки)
3.《Упаковочный лист》1 комплект
4. Электротехническая документация на станок 1 комплект
―《Руководство по эксплуатации электрической части》
(включая схемы для обслуживания электрической части)
― Схемы электрических цепей, схемы электрических соединений
― Список компонентов электрического оборудования станка
― Документация по ЧПУ системе (эксплуатация, программирование, обслуживание)
5. Гидравлическая и смазочная системы 1 комплект
― Соответствующая документация по гидравлической и смазочной системам
- 60 позиций
- Вес инструмента: более 20 кг
- Длина инструмента: более 400 мм
- Диаметр инструмента: более 200 мм
6.3 Плоский поворотный стол:
- Максимальная скорость: 270 об/мин
- Момент: 8000 Нм
- Максимальный диаметр расточного отверстия: 1800 мм
6.4 Автоматическая универсальная головка:
- 6000 об/мин
- Мощность: 55 кВт
- Момент: 1500 Нм
6.4 Рабочий стол с фиксированными опорами для заготовок (2 штуки):
- Длина: 3000 мм
- Ширина: 1200 мм
- Глубина: 1000 мм
6.5 Прочие аксессуары:
- Магазин автоматических головок
- Лазерное устройство для измерения инструментов
- Зонд для измерения заготовок
7.1 Предварительная приемка
Геометрическая точность станка, точность позиционирования с ЧПУ и рабочая точность проверяются в соответствии со стандартами и техническими протоколами, такими как JB/T8490.1-96 «Проверка точности горизонтально-расточных станков и центров для расточных и фрезерных работ с ЧПУ». Приемка проводится у продавца, который уведомляет покупателя о готовности. Покупатель направляет своего представителя для участия в приемке. При необходимости покупатель предоставляет заготовки, режущие инструменты, чертежи и технологические процессы, которые могут быть включены в программу предварительной приемки.
7.2 Стандарты, применяемые при изготовлении и приемке станка:
① Стандарты, применяемые при изготовлении данного станка:
a. GB9061-2006 Общие технические условия для металлорежущих станков
b. GB5226.1-2008 Безопасность электрического оборудования машин. Электрооборудование машин. Часть 1: Общие требования
c. GB/T23572-2009 Общие технические условия для гидравлических систем металлорежущих станков
d. JB/T6105-2007 Технические условия для гидравлических насосных станций станков с ЧПУ
e. JB/T7452-2007 Технические условия для маслосистем станков с ЧПУ
f. JB/T7452-2004 Технические условия для маслосистем станков с ЧПУ
g. JB/T8490-2008 Технические условия для горизонтально-расточных станков и центров для расточных и фрезерных работ
h. GB/T 5289.3-2006 Условия испытаний горизонтальных расточных станков. Проверка точности. Часть 3: Станки с раздельным столом для крепления заготовок
i. JB/T 9872-1999 Общие технические условия для механически обработанных деталей металлорежущих станков
j. GB/T 23570-2009 Общие технические условия для сварных конструкций металлорежущих станков
k. GB/T 23571-2009 Составление сопроводительной технической документации для металлорежущих станков
l. JB/T 9876-1999 Испытание и оценка сопрягаемых поверхностей металлорежущих станков методом окрашивания
② Геометрическая точность станка, рабочая точность и точность с ЧПУ в соответствии с:
GB/T 5289.3-2006 Условия испытаний горизонтальных расточных станков. Проверка точности. Часть 3: Станки с раздельным столом для крепления заготовок.
Погрешность позиционирования: X, Y оси 0,025/1000;
Z, W оси 0,02/1000;
Погрешность повторного позиционирования: X, Y оси 0,018/1000
W, Z оси 0,018/1000
Техническая документация:
1.《Руководство по эксплуатации станка》1 комплект
(включая механическую и гидравлическую части для эксплуатации и обслуживания)
2.《Сертификат соответствия》1комплект
(включая протоколы проверки точности станка и записи результатов проверки)
3.《Упаковочный лист》1 комплект
4. Электротехническая документация на станок 1 комплект
―《Руководство по эксплуатации электрической части》
(включая схемы для обслуживания электрической части)
― Схемы электрических цепей, схемы электрических соединений
― Список компонентов электрического оборудования станка
― Документация по ЧПУ системе (эксплуатация, программирование, обслуживание)
5. Гидравлическая и смазочная системы 1 комплект
― Соответствующая документация по гидравлической и смазочной системам