DGT15-12, портальный мобильный ЧПУ высокоскоростной сверлильно-фрезерный станок для барабанов
Описание:
I. Использование станка
Этот станок представляет собой портально-перемещаемый ЧПУ сверлильно-фрезерный станок высокой скорости для обработки котлов, который может автоматически за один проход выполнить сверление, растачивание, фасонирование и фрезерование. Это избавляет от необходимости ручной разметки и точечного сверления, значительно повышая точность и эффективность обработки деталей, а также сокращая период подготовки к производству.
Этот сверлильно-фрезерный станок является гибкой ЧПУ машиной с полным набором функций, передовой системой и высокой степенью автоматизации, подходит для многосерийного производства различных товаров, обеспечивает автоматизированное производство в соответствии с требованиями современных интеллектуальных фабрик.
II. Характеристики станка
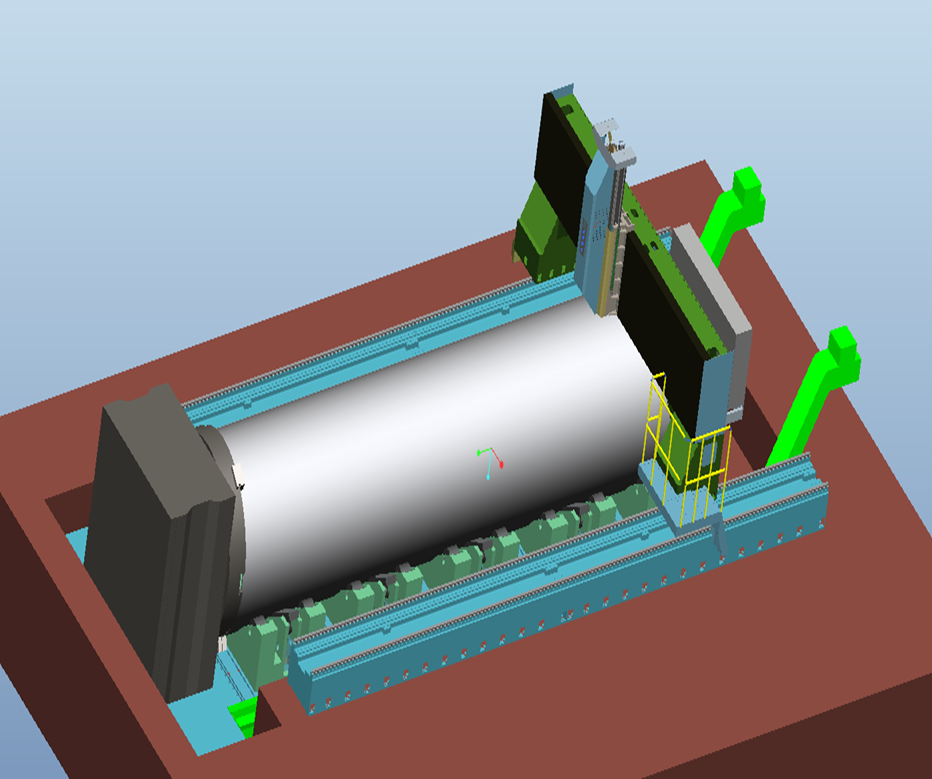
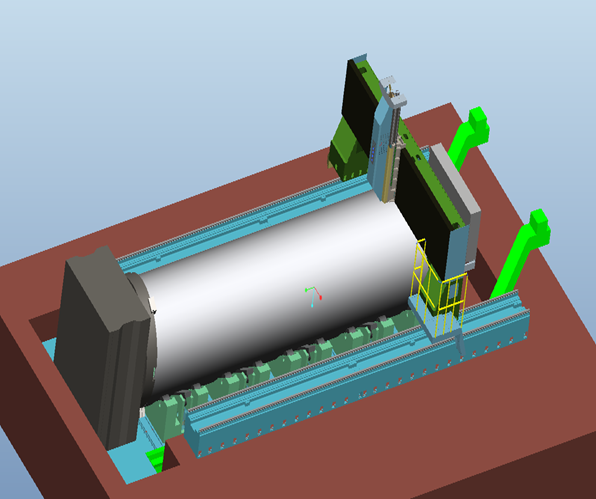
1. Этот станок состоит из корпуса, рабочего стола, перемещаемого портала, вертикального сдвижного динамического головного узла, вращающегося патрона, системы балласта, пневматической системы, охлаждающей системы, системы централизованной смазки, системы электрического управления и автоматической системы удаления стружки.
2. Корпус станка и V-образный рабочий стол выполнены из высококачественного серого чугуна (HT300) с последующей двухэтапной закалкой для снятия напряжений. Для устранения резонанса, возникающего в процессе сверления, и увеличения срока службы сплавных сверл корпус и рабочий стол выполнены независимо друг от друга.
I. Использование станка
Этот станок представляет собой портально-перемещаемый ЧПУ сверлильно-фрезерный станок высокой скорости для обработки котлов, который может автоматически за один проход выполнить сверление, растачивание, фасонирование и фрезерование. Это избавляет от необходимости ручной разметки и точечного сверления, значительно повышая точность и эффективность обработки деталей, а также сокращая период подготовки к производству.
Этот сверлильно-фрезерный станок является гибкой ЧПУ машиной с полным набором функций, передовой системой и высокой степенью автоматизации, подходит для многосерийного производства различных товаров, обеспечивает автоматизированное производство в соответствии с требованиями современных интеллектуальных фабрик.
II. Характеристики станка
1. Этот станок состоит из корпуса, рабочего стола, перемещаемого портала, вертикального сдвижного динамического головного узла, вращающегося патрона, системы балласта, пневматической системы, охлаждающей системы, системы централизованной смазки, системы электрического управления и автоматической системы удаления стружки.
2. Корпус станка и V-образный рабочий стол выполнены из высококачественного серого чугуна (HT300) с последующей двухэтапной закалкой для снятия напряжений. Для устранения резонанса, возникающего в процессе сверления, и увеличения срока службы сплавных сверл корпус и рабочий стол выполнены независимо друг от друга.
3. Два основания станка расположены продольно, анкерные болты закреплены в бетоне, после выравнивания тремя слоями регулируемых подкладок крепятся к основанию оборудования.
4. На каждом станковом основании установлены две прецизионные роликовые направляющие. Между каждой парой направляющих установлена прецизионная зубчатая передача с редукторами Тайвань YYC класса шлифовки M5. Двойные редукторы с двумя зубчатыми колесами и механизмом устранения зазора для устранения люфта. Над каждой направляющей установлено качественное стойковое скольжение, а на одном из концов станка – высокоинерционный серводвигатель AC.
5. Подвижный портал имеет структуру с разными уровнями направляющих, напряжение снимается двойным отпусканием термообработки. Две опорные колонны портала установлены на стойковых скользящих элементах двух оснований станка. Два высокоинерционных серводвигателя AC каждого станкового основания через двойные редукторы с устройствами устранения зазора приводят в движение зубчатую передачу, управляя числовым управляемым скольжением и подвижным порталом для продольного перемещения (ось X1 и ось X2). На каждом основании станка установлены две пары линейных направляющих для обеспечения высокой точности позиционирования и повторяемости.
4. На каждом станковом основании установлены две прецизионные роликовые направляющие. Между каждой парой направляющих установлена прецизионная зубчатая передача с редукторами Тайвань YYC класса шлифовки M5. Двойные редукторы с двумя зубчатыми колесами и механизмом устранения зазора для устранения люфта. Над каждой направляющей установлено качественное стойковое скольжение, а на одном из концов станка – высокоинерционный серводвигатель AC.
5. Подвижный портал имеет структуру с разными уровнями направляющих, напряжение снимается двойным отпусканием термообработки. Две опорные колонны портала установлены на стойковых скользящих элементах двух оснований станка. Два высокоинерционных серводвигателя AC каждого станкового основания через двойные редукторы с устройствами устранения зазора приводят в движение зубчатую передачу, управляя числовым управляемым скольжением и подвижным порталом для продольного перемещения (ось X1 и ось X2). На каждом основании станка установлены две пары линейных направляющих для обеспечения высокой точности позиционирования и повторяемости.
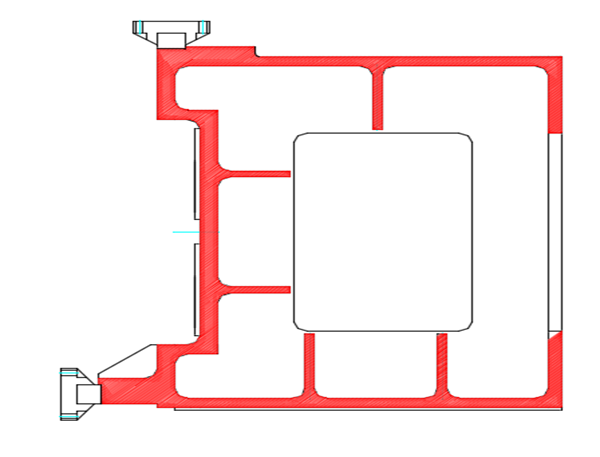
Неоднородная направляющая структура поперечной балки (увеличенный пролет, разложение сил)
6. На перемещаемой балке мобильного портала установлены две прецизионные роликовые направляющие, между которыми размещена прецизионная шариковая пара. На направляющих установлена скользящая числовая пластина, которая перемещается горизонтально. На числовом скользящем основании AC-серводвигатель с большим моментом инерции через вращение шариковой пары обеспечивает движение головки вправо и влево (ось Y). Перемещение по оси Y позволяет реализовать функции фрезерования и сверления под углом в барабанах.
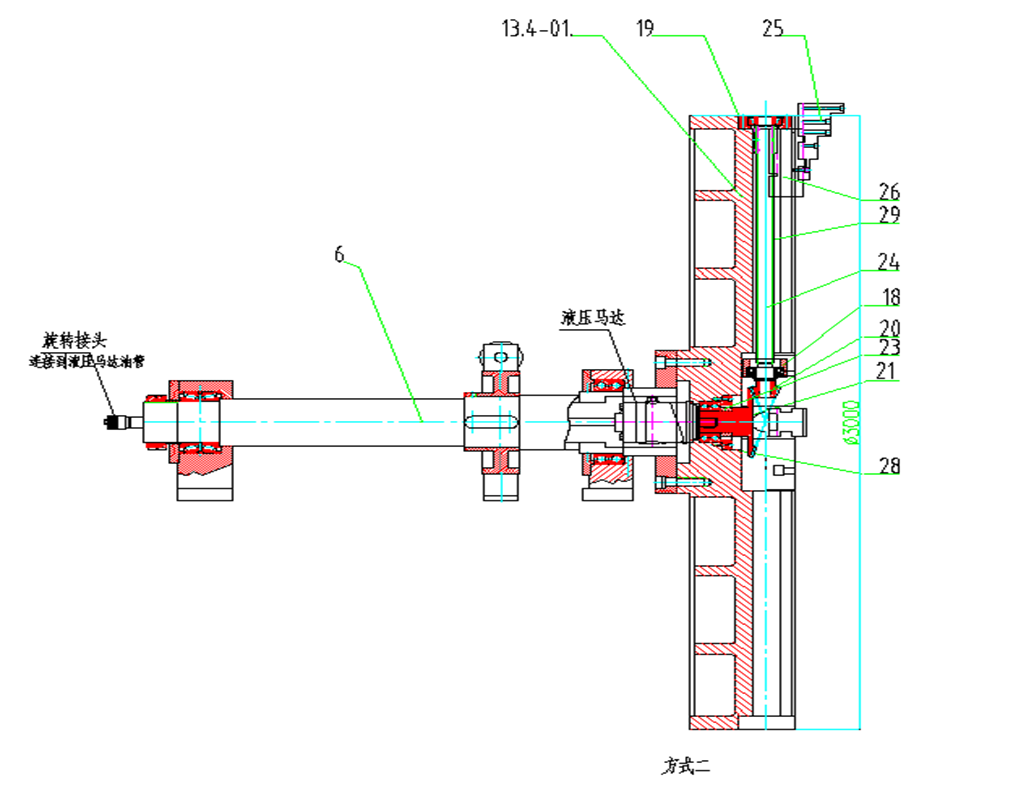
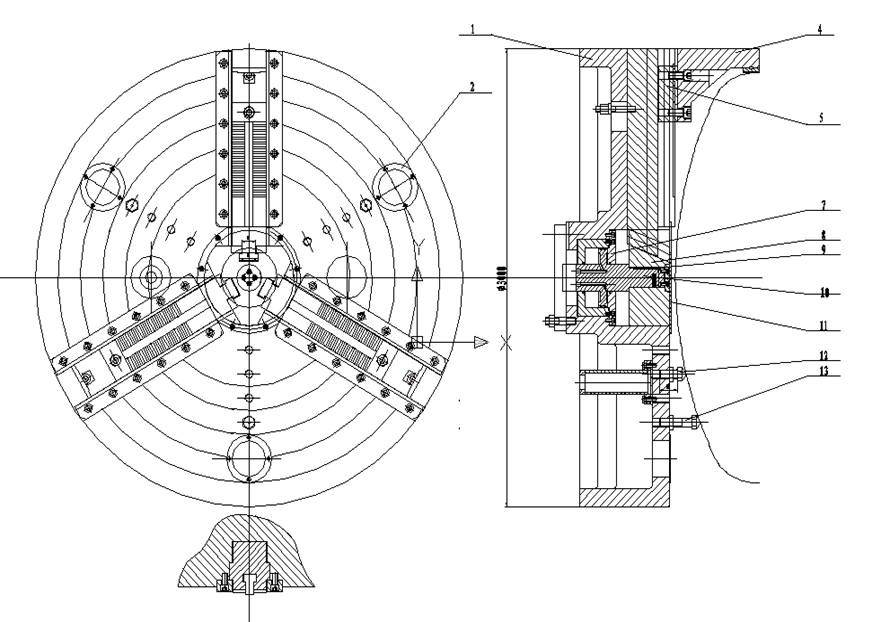
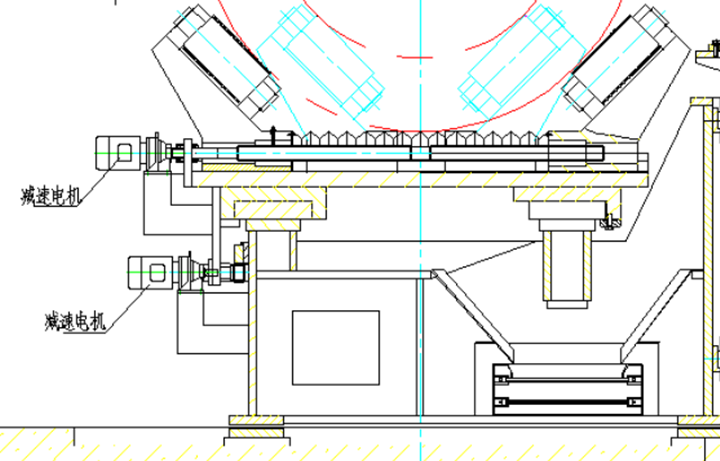
7. Головка станка оснащена гидравлическим трехкулачковым патроном, который позволяет автоматически центрировать и зажимать барабаны. Диапазон зажима патрона составляет от Φ800 до Φ2500 мм, что позволяет обрабатывать детали разного диаметра. Чтобы соответствовать диапазону обработки диаметров от Φ800 до Φ2500 мм, ход шпинделя движущейся буровой головки увеличен, что обеспечивает стабильность при обработке деталей малого диаметра. Может зажимать барабаны длиной от 4000 до 18000 мм. Головка оборудована числовым делительным устройством, позволяющим выполнять деление в пределах ±180°, как показано на рисунке ниже:
7. Головка станка оснащена гидравлическим трехкулачковым патроном, который позволяет автоматически центрировать и зажимать барабаны. Диапазон зажима патрона составляет от Φ800 до Φ2500 мм, что позволяет обрабатывать детали разного диаметра. Чтобы соответствовать диапазону обработки диаметров от Φ800 до Φ2500 мм, ход шпинделя движущейся буровой головки увеличен, что обеспечивает стабильность при обработке деталей малого диаметра. Может зажимать барабаны длиной от 4000 до 18000 мм. Головка оборудована числовым делительным устройством, позволяющим выполнять деление в пределах ±180°, как показано на рисунке ниже:
8. ЧПУ скользящие головки на движущихся поперечных плитах, движение Y-оси скользящих сверлящих головок ориентировано с помощью двух линейных роликовых направляющих. Это обеспечивает высокую точность работы.
9. Вертикальная ЧПУ подающая скользящая головка, её вертикальный скользящий стол и скользящие подушки головки выполнены из качественного серого чугуна (HT300). Применяется конструкция с четырьмя направляющими, что обеспечивает более стабильное восприятие нагрузок. Главный приводный мотор головки использует специализированный серводвигатель для шпинделя, приводимый в действие синхронным ремнем, что обеспечивает большой крутящий момент на низких оборотах и способно выдержать высокие нагрузки при тяжелой резке, а также подходит для высокоскоростной обработки твердосплавными инструментами. Реализуется интеграция сверления, нарезки резьбы и фрезерования. Оснащено датчиком крутящего момента шпинделя, который позволяет устанавливать значения крутящего момента резания и автоматически останавливать бурение в случае серьезного износа инструмента или поломки резца, предотвращая дальнейшее бурение и появление бракованных отверстий.
9. Вертикальная ЧПУ подающая скользящая головка, её вертикальный скользящий стол и скользящие подушки головки выполнены из качественного серого чугуна (HT300). Применяется конструкция с четырьмя направляющими, что обеспечивает более стабильное восприятие нагрузок. Главный приводный мотор головки использует специализированный серводвигатель для шпинделя, приводимый в действие синхронным ремнем, что обеспечивает большой крутящий момент на низких оборотах и способно выдержать высокие нагрузки при тяжелой резке, а также подходит для высокоскоростной обработки твердосплавными инструментами. Реализуется интеграция сверления, нарезки резьбы и фрезерования. Оснащено датчиком крутящего момента шпинделя, который позволяет устанавливать значения крутящего момента резания и автоматически останавливать бурение в случае серьезного износа инструмента или поломки резца, предотвращая дальнейшее бурение и появление бракованных отверстий.

10.Вращающаяся головка оснащена высокоскоростным прецизионным шпинделем с внутренним охлаждением от тайваньской компании Jian Sheng (BT50). У шпинделя есть механизм автоматической смены инструмента с бабочковой пружиной и пневмогидравлическим цилиндром для освобождения инструмента, что значительно упрощает замену инструмента. Предусмотрена возможность использования твердосплавных сверл с внутренним охлаждением и скоростных стальных сверл. Также имеется функция очистки конуса шпинделя отверткой.

11.Качественный чугунный рабочий стол, установленный с помощью земляного заклепочника между двумя направляющими. На рабочем столе расположены несколько регулируемых опор, позволяющие обрабатывать цилиндры различного диаметра.
12. Станок оснащен системой управления с электронным рукояткой для обхода детали и позиционирования. После установки положения подачи для первого отверстия, при сверлении остальных отверстий реализуется программа быстрого перемещения → рабочего перемещения → быстрого возвращения, благодаря чему в процессе обработки экономится значительное количество времени, значительно повышается производительность, а также предусмотрены функции автоматического отключения стружки, вывода стружки и паузы.
13. Система охлаждения снабжена как высоконапорным насосом для внутреннего охлаждения, так и низконапорным насосом для внешнего охлаждения, что позволяет использовать для внутреннего или внешнего охлаждения инструментов. Охлаждающая жидк
14. Этот станок оснащен устройством централизованной смазки, которое может автоматически смазывать различные направляющие, винты, подшипники и другие подвижные части.
15. Ось X станка оборудована защитным кожухом из нержавеющей стали, а по бокам оси Y установлены гибкие защитные кожухи. Станок также оснащен светодиодным освещением, что способствует удобству наблюдения и управления.
13. Система охлаждения снабжена как высоконапорным насосом для внутреннего охлаждения, так и низконапорным насосом для внешнего охлаждения, что позволяет использовать для внутреннего или внешнего охлаждения инструментов. Охлаждающая жидк
14. Этот станок оснащен устройством централизованной смазки, которое может автоматически смазывать различные направляющие, винты, подшипники и другие подвижные части.
15. Ось X станка оборудована защитным кожухом из нержавеющей стали, а по бокам оси Y установлены гибкие защитные кожухи. Станок также оснащен светодиодным освещением, что способствует удобству наблюдения и управления.

16. Станок оснащен фотоэлектрическим краеискателем, что облегчает позиционирование деталей.
17. Станок оснащен системой гидравлики на азотной основе для обеспечения гравитационного баланса вертикального салазки и блокировки привода.
18. Пульт управления ЧПУ этого станка установлен с правой стороны портальной конструкции и может перемещаться вдоль портала, что упрощает управление.
19. ЧПУ этого станка оснащена полным комплектом системы управления Siemens 828D с шинной архитектурой. Комплектация включает интерфейс RS232 и ЖК-дисплей высшего класса, а координаты для сверления можно напрямую конвертировать из CAD/CAM. Панель системы и компьютер расположены рядом, что облегчает программирование, хранение, отображение и связь. Интерфейс управления обладает функциями диалога с оператором, компенсации ошибок и автоматического оповещения об ошибках.
17. Станок оснащен системой гидравлики на азотной основе для обеспечения гравитационного баланса вертикального салазки и блокировки привода.
18. Пульт управления ЧПУ этого станка установлен с правой стороны портальной конструкции и может перемещаться вдоль портала, что упрощает управление.
19. ЧПУ этого станка оснащена полным комплектом системы управления Siemens 828D с шинной архитектурой. Комплектация включает интерфейс RS232 и ЖК-дисплей высшего класса, а координаты для сверления можно напрямую конвертировать из CAD/CAM. Панель системы и компьютер расположены рядом, что облегчает программирование, хранение, отображение и связь. Интерфейс управления обладает функциями диалога с оператором, компенсации ошибок и автоматического оповещения об ошибках.

20. Этот станок оснащен программным обеспечением для преобразования чертежей CAD, разработанным нашей компанией. Для сверления не требуется ручного программирования. Программа обработки может быть автоматически создана после ввода положения отверстий с помощью клавиатуры или CAD-дискеты. Оснащен функциями предварительного просмотра и повторной проверки положения отверстий перед сверлением, что облегчает операции.
21. Этот станок может быть оснащен системой дискового магазина для инструментов, максимальная вместимость которого составляет 50 инструментов.
22. Этот станок оснащен шарико-винтовой передачей, линейными роликовыми направляющими, высокоточными зубчатыми рейками, системой электрического управления, серводвигателями главного привода, серводвигателями подачи и их драйверами, воздушными клапанами и другими компонентами, которые являются мировыми известными брендами. Точность и надежность машины сопоставимы с импортным оборудованием, количество неисправностей низкое, высокая готовность к работе. Более подробная информация приведена в каталоге закупаемых компонентов.
III. Рабочая среда:
1.Источник питания: трехфазная четырехпроводная система, 380±10% В, 50±1 Гц
2.Температура окружающей среды: от -25 до 45 °C
3.Влажность окружающей среды: ≤75%
21. Этот станок может быть оснащен системой дискового магазина для инструментов, максимальная вместимость которого составляет 50 инструментов.
22. Этот станок оснащен шарико-винтовой передачей, линейными роликовыми направляющими, высокоточными зубчатыми рейками, системой электрического управления, серводвигателями главного привода, серводвигателями подачи и их драйверами, воздушными клапанами и другими компонентами, которые являются мировыми известными брендами. Точность и надежность машины сопоставимы с импортным оборудованием, количество неисправностей низкое, высокая готовность к работе. Более подробная информация приведена в каталоге закупаемых компонентов.
III. Рабочая среда:
1.Источник питания: трехфазная четырехпроводная система, 380±10% В, 50±1 Гц
2.Температура окружающей среды: от -25 до 45 °C
3.Влажность окружающей среды: ≤75%
VI Технические параметры:



V. Каталог основных покупных деталей:
Примечание: Указанные производители являются поставщиками, определенными компанией. В случае особых обстоятельств, когда поставка невозможна, будут использованы аналогичные продукты, но качество не будет ниже, чем у упомянутых поставщиков.
Возможен выезд на приемку в Китай представителя Заказчика.
Сервисное обслуживание оборудования:
Для создания имиджа бренда, повышения известности компании и формирования корпоративного образа, наша компания руководствуется принципами стремления к высокому качеству и удовлетворенности клиентов. На основе принципов «самые выгодные цены, самое внимательное обслуживание и самое надежное качество продукции», мы делаем следующие послепродажные обязательства:
1. Послепродажное обслуживание всех проданных нами устройств в Уральском регионе осуществляется в течение 24 часов, в остальных районах — в течение 36 часов. (В чрезвычайных ситуациях или для срочного ремонта наша компания прибудет на место как можно быстрее после получения уведомления).
2. Гарантийный срок составляет два года.
3. Сотрудники послепродажного обслуживания специализируются на обслуживании различных станков более десяти лет и имеют богатый опыт в ремонте станочного оборудования.
4. После завершения гарантийного срока на всю проданную нами технику мы также предлагаем бесплатные услуги телефонной консультации. При необходимости перемещения оборудования мы предоставляем бесплатное техническое руководство.
5. Наша компания внедряет систему инспекций в качестве стандартной процедуры обслуживания, регулярно организуя проверки проданного оборудования. Зафиксировав потенциальные проблемы, мы решаем их вовремя, чтобы обеспечить стабильную работу оборудования.
6. Для оборудования, не проданного нашей компанией, мы можем предложить бесплатную консультацию по техническому обслуживанию и платные ремонтные услуги. Если возникает потребность в модернизации, обновлении, замене или реконструкции оборудования (например, установка системы ЧПУ), наша компания предоставит услуги по самой выгодной цене.
Сервисное обслуживание оборудования:
Для создания имиджа бренда, повышения известности компании и формирования корпоративного образа, наша компания руководствуется принципами стремления к высокому качеству и удовлетворенности клиентов. На основе принципов «самые выгодные цены, самое внимательное обслуживание и самое надежное качество продукции», мы делаем следующие послепродажные обязательства:
1. Послепродажное обслуживание всех проданных нами устройств в Уральском регионе осуществляется в течение 24 часов, в остальных районах — в течение 36 часов. (В чрезвычайных ситуациях или для срочного ремонта наша компания прибудет на место как можно быстрее после получения уведомления).
2. Гарантийный срок составляет два года.
3. Сотрудники послепродажного обслуживания специализируются на обслуживании различных станков более десяти лет и имеют богатый опыт в ремонте станочного оборудования.
4. После завершения гарантийного срока на всю проданную нами технику мы также предлагаем бесплатные услуги телефонной консультации. При необходимости перемещения оборудования мы предоставляем бесплатное техническое руководство.
5. Наша компания внедряет систему инспекций в качестве стандартной процедуры обслуживания, регулярно организуя проверки проданного оборудования. Зафиксировав потенциальные проблемы, мы решаем их вовремя, чтобы обеспечить стабильную работу оборудования.
6. Для оборудования, не проданного нашей компанией, мы можем предложить бесплатную консультацию по техническому обслуживанию и платные ремонтные услуги. Если возникает потребность в модернизации, обновлении, замене или реконструкции оборудования (например, установка системы ЧПУ), наша компания предоставит услуги по самой выгодной цене.
