
Интеллектуальный ленточнопильный станок с постоянной нагрузкой и изменяемой скоростью резки 430

1.Основание
2.Станина
3.Колонная конструкция
4.Пильная рама
5.Приводной механизм
6.Направляющее устройство для пильного полотна
7.Механизм зажима заготовки
8.Устройство натяжения пильного полотна
9.Устройство для удаления стружки
2.Станина
3.Колонная конструкция
4.Пильная рама
5.Приводной механизм
6.Направляющее устройство для пильного полотна
7.Механизм зажима заготовки
8.Устройство натяжения пильного полотна
9.Устройство для удаления стружки
1. Основание
Основание представляет собой коробчатую конструкцию, изготовленную из стальных листов сваркой. На основании закреплены станина, колонна (立柱) и линейные направляющие. После вибрационной обработки (вибрационное старение) сварочная деформация минимальна.
На передней левой стороне основания расположен электрический шкаф с кнопочным управлением и электрический распределительный щит.
На правой стороне располагается бак для охлаждающей режущей жидкости и водяной насос.
В нижней части основания предусмотрены отверстия для отверстия для анкерных болтов.
2. Станина
Станина представляет собой чугунную деталь, закреплённую на основании. На станине установлены тиски для зажима материала, передняя часть которых соединена с выпускным отверстием. После резки материала он автоматически подаётся через вторичную подачу и поступает в заранее подготовленный ящик для хранения готовой продукции.
На левой стороне находится зажимное устройство с гидроцилиндром ходом 300 мм. Управление зажимом и разжимом осуществляется с помощью кнопок, что обеспечивает движение левой губки тисков влево и вправо.
3. Колонная конструкция
Колонная конструкция состоит из одной большой квадратной колонны и одной малой квадратной колонны. На колоннах установлены линейные направляющие.
Большая колонна служит направляющей для перемещения пильной рамы и обеспечивает её вертикальные движения, гарантируя точное ведение .
Малая колонна выполняет вспомогательную направляющую функцию и может быть настроена, чтобы обеспечить правильный рез пильного полотна.
4. Пильная рама
Пильная рама представляет собой дугообразную конструкцию, которая состоит из левого и правого сегментов пильной рамы, а также поперечной балки. Рама изготовлена из качественных стальных листов методом сварки, с использованием оптимального распределения укрепляющих рёбер.
После процедуры вибрационной обработки , остаточные сварочные напряжения перераспределены и устранены, что обеспечивает стабильность пильной рамы.
5. Приводной механизм
На правой задней стороне пильной рамы закреплён редуктор с зубчатыми колёсами. Основной шпиндель, расположенный внутри редуктора, через фланец соединён с ведущим шкивом, установленным на пильной раме. Эти два элемента вращаются синхронно.
На левой стороне находится ведомый шкив и узел натяжения пилы. Вращательное движение пильного полотна передаётся от основного электродвигателя, через зубчатую передачу, на ведущий шкив. От ведущего шкива через пильное полотно движение передаётся ведомому шкиву, что обеспечивает работу всего станка .
Скорость движения пильного полотна регулируется бесступенчато с помощью частотного преобразователя.
6. Устройство направляющей пильного полотна
Устройство направляющей, установленное на поперечной балке пильной рамы, состоит из левого и правого направляющих рычагов и направляющей головки. Оба направляющих рычага могут перемещаться влево и вправо по линейным направляющим на балке. Правый направляющий рычаг фиксируется без возможности движения, а левый рычаг соединён с левым зажимным тиском. Во время работы тисков направляющий рычаг автоматически движется вместе с ними, всегда поддерживая идеальное расстояние между пильным полотном и заготовкой, предотвращая столкновения между тисками и рычагом. Устройство направляющей предназначено для изменения угла установки пильного полотна таким образом, чтобы полотно находилось строго перпендикулярно рабочему столу.
Для обеспечения точности резки и уменьшения вибрации на каждом из направляющих рычагов установлены:
блок из направляющих роликов, износостойкие направляющие пластины. С обратной стороны пильного полотна предусмотрена конструкция с двумя подшипниками, которая позволяет полотну слегка раскачиваться вверх и вниз.
7.Механизм зажима заготовки
Левое зажимное устройство оснащено гидроцилиндром с ходом 300 мм. Управление зажимом и разжимом осуществляется с помощью кнопок. При этом левая губка тисков обеспечивает движение влево и вправо, для зажима или освобождения заготовки.
В правых тисках установлен гидроцилиндр с ходом 5 мм, который синхронизирован с движением левых тисков Его основная функция — уменьшение механического трения при подаче заготовок вперёд и назад во время перегрузки автоматической резки, благодаря чему повышается точность распила
8.Устройство натяжения пильного полотна
Устройство натяжения пильного полотна: ведомый шкив установлен на левом конце пильной рамы. После установки ленты пилы на ведущий шкив и натяжной шкив, натяжение пильной ленты осуществляется с помощью гидроцилиндра.
Процесс натяжения ленты осуществляется гидравлической системой, управляемой с панели управления станка. Кнопка натяжения и ослабления активирует двухходовой электромагнитный клапан, что позволяет полностью контролировать процесс натяжения и ослабления.
9.Устройство для удаления стружки
Для увеличения срока службы ленточной пилы на станке установлено ведомое очистное колесо с металлической щёткой. Оно очищает остатки стружки с поверхности ленточного полотна.
Охлаждающая жидкость подаётся охлаждающим насосом, что позволяет очищать зубья ленты от стружки, предотвращая засорение впадин зубьев полотна. Это повышает эффективность распила и продлевает срок службы ленточной пилы.
Основание представляет собой коробчатую конструкцию, изготовленную из стальных листов сваркой. На основании закреплены станина, колонна (立柱) и линейные направляющие. После вибрационной обработки (вибрационное старение) сварочная деформация минимальна.
На передней левой стороне основания расположен электрический шкаф с кнопочным управлением и электрический распределительный щит.
На правой стороне располагается бак для охлаждающей режущей жидкости и водяной насос.
В нижней части основания предусмотрены отверстия для отверстия для анкерных болтов.
2. Станина
Станина представляет собой чугунную деталь, закреплённую на основании. На станине установлены тиски для зажима материала, передняя часть которых соединена с выпускным отверстием. После резки материала он автоматически подаётся через вторичную подачу и поступает в заранее подготовленный ящик для хранения готовой продукции.
На левой стороне находится зажимное устройство с гидроцилиндром ходом 300 мм. Управление зажимом и разжимом осуществляется с помощью кнопок, что обеспечивает движение левой губки тисков влево и вправо.
3. Колонная конструкция
Колонная конструкция состоит из одной большой квадратной колонны и одной малой квадратной колонны. На колоннах установлены линейные направляющие.
Большая колонна служит направляющей для перемещения пильной рамы и обеспечивает её вертикальные движения, гарантируя точное ведение .
Малая колонна выполняет вспомогательную направляющую функцию и может быть настроена, чтобы обеспечить правильный рез пильного полотна.
4. Пильная рама
Пильная рама представляет собой дугообразную конструкцию, которая состоит из левого и правого сегментов пильной рамы, а также поперечной балки. Рама изготовлена из качественных стальных листов методом сварки, с использованием оптимального распределения укрепляющих рёбер.
После процедуры вибрационной обработки , остаточные сварочные напряжения перераспределены и устранены, что обеспечивает стабильность пильной рамы.
5. Приводной механизм
На правой задней стороне пильной рамы закреплён редуктор с зубчатыми колёсами. Основной шпиндель, расположенный внутри редуктора, через фланец соединён с ведущим шкивом, установленным на пильной раме. Эти два элемента вращаются синхронно.
На левой стороне находится ведомый шкив и узел натяжения пилы. Вращательное движение пильного полотна передаётся от основного электродвигателя, через зубчатую передачу, на ведущий шкив. От ведущего шкива через пильное полотно движение передаётся ведомому шкиву, что обеспечивает работу всего станка .
Скорость движения пильного полотна регулируется бесступенчато с помощью частотного преобразователя.
6. Устройство направляющей пильного полотна
Устройство направляющей, установленное на поперечной балке пильной рамы, состоит из левого и правого направляющих рычагов и направляющей головки. Оба направляющих рычага могут перемещаться влево и вправо по линейным направляющим на балке. Правый направляющий рычаг фиксируется без возможности движения, а левый рычаг соединён с левым зажимным тиском. Во время работы тисков направляющий рычаг автоматически движется вместе с ними, всегда поддерживая идеальное расстояние между пильным полотном и заготовкой, предотвращая столкновения между тисками и рычагом. Устройство направляющей предназначено для изменения угла установки пильного полотна таким образом, чтобы полотно находилось строго перпендикулярно рабочему столу.
Для обеспечения точности резки и уменьшения вибрации на каждом из направляющих рычагов установлены:
блок из направляющих роликов, износостойкие направляющие пластины. С обратной стороны пильного полотна предусмотрена конструкция с двумя подшипниками, которая позволяет полотну слегка раскачиваться вверх и вниз.
7.Механизм зажима заготовки
Левое зажимное устройство оснащено гидроцилиндром с ходом 300 мм. Управление зажимом и разжимом осуществляется с помощью кнопок. При этом левая губка тисков обеспечивает движение влево и вправо, для зажима или освобождения заготовки.
В правых тисках установлен гидроцилиндр с ходом 5 мм, который синхронизирован с движением левых тисков Его основная функция — уменьшение механического трения при подаче заготовок вперёд и назад во время перегрузки автоматической резки, благодаря чему повышается точность распила
8.Устройство натяжения пильного полотна
Устройство натяжения пильного полотна: ведомый шкив установлен на левом конце пильной рамы. После установки ленты пилы на ведущий шкив и натяжной шкив, натяжение пильной ленты осуществляется с помощью гидроцилиндра.
Процесс натяжения ленты осуществляется гидравлической системой, управляемой с панели управления станка. Кнопка натяжения и ослабления активирует двухходовой электромагнитный клапан, что позволяет полностью контролировать процесс натяжения и ослабления.
9.Устройство для удаления стружки
Для увеличения срока службы ленточной пилы на станке установлено ведомое очистное колесо с металлической щёткой. Оно очищает остатки стружки с поверхности ленточного полотна.
Охлаждающая жидкость подаётся охлаждающим насосом, что позволяет очищать зубья ленты от стружки, предотвращая засорение впадин зубьев полотна. Это повышает эффективность распила и продлевает срок службы ленточной пилы.
Принцип работы станка
Гидравлическая передающая система состоит из гидравлического контура, включающего насос, клапаны, гидроцилиндры, масляный бак, трубопроводы и интегрированный блок. Под электрическим управлением реализуются подъем и опускание пильной рамы, зажим заготовки, подача и возврат материала.
При помощи дроссельного клапана можно осуществлять бесступенчатую регулировку скорости подачи, чтобы удовлетворить требования пиления заготовок из различных материалов.
Электрическая система управления включает:
Эта система управляет:
Передача для движения пильного полотна выполнена через редуктор. Главный вал редуктора соединён с ведущим шкивом пильной рамы через фланец, что обеспечивает их синхронное вращение. С левой стороны находится ведомый шкив и механизм натяжения пильного полотна.
Вращение пильного полотна осуществляется двигателем, передающим вращающий момент через редуктор на ведущий шкив, который, в свою очередь, через пильное полотно передаёт движение ведомому шкиву, обеспечивая резательные операции. Скорость движения пильного полотна регулируется преобразователем частоты, который позволяет осуществлять бесступенчатое регулирование скорости.
Подача пильного полотна осуществляется системой сервопривода подъёма и опускания, которая контролирует скорость опускания пильной рамы, обеспечивая подачу полотна с бесступенчатым регулированием скорости.
Система поддерживает два режима резки:
1.Выбрать в меню настройки длину резки и количество заготовок.
2.Перейти к основному управляющему экрану, нажать кнопку возврата станка в исходную точку и дождаться завершения этого действия.
3.После завершения действия индикатор возврата в исходную точку становится зелёным.
4.Нажать кнопку автоматического запуска, после чего станок переходит в режим автоматической резки.
После завершения резки установленного количества заготовок оборудование автоматически останавливается.
Техническое описание ЧПУ ленточного пильного станка
Автоматический ленточнопильный станок с ЧПУ — это наиболее современное оборудование для резки как на внутреннем рынке, так и в мире.
Станок сочетает в себе работу механических, электрических, гидравлических систем, PLC и интерфейса человек-машина. Его основные преимущества:
Оборудование широко применяется в различных отраслях промышленности, включая: производство подшипников, стандартных крепёжных изделий, автокомпонентов и другие.
Станок получил высокую оценку покупателей как в Китае, так и за его пределами.
Гидравлическая передающая система состоит из гидравлического контура, включающего насос, клапаны, гидроцилиндры, масляный бак, трубопроводы и интегрированный блок. Под электрическим управлением реализуются подъем и опускание пильной рамы, зажим заготовки, подача и возврат материала.
При помощи дроссельного клапана можно осуществлять бесступенчатую регулировку скорости подачи, чтобы удовлетворить требования пиления заготовок из различных материалов.
Электрическая система управления включает:
- электрический шкаф,
- программируемый логический контроллер (PLC),
- сенсорный экран,
- сервоконтроллер,
- индуктивные датчики.
Эта система управляет:
- движением пильного полотна,
- подъемом и опусканием пильной рамы,
- зажимом материала,
- подачей и возвратом материала,
- обеспечивая выполнение заданной программы резки.
Передача для движения пильного полотна выполнена через редуктор. Главный вал редуктора соединён с ведущим шкивом пильной рамы через фланец, что обеспечивает их синхронное вращение. С левой стороны находится ведомый шкив и механизм натяжения пильного полотна.
Вращение пильного полотна осуществляется двигателем, передающим вращающий момент через редуктор на ведущий шкив, который, в свою очередь, через пильное полотно передаёт движение ведомому шкиву, обеспечивая резательные операции. Скорость движения пильного полотна регулируется преобразователем частоты, который позволяет осуществлять бесступенчатое регулирование скорости.
Подача пильного полотна осуществляется системой сервопривода подъёма и опускания, которая контролирует скорость опускания пильной рамы, обеспечивая подачу полотна с бесступенчатым регулированием скорости.
Система поддерживает два режима резки:
- Ручная резка: используется для малого количества резки. Оператор переключает сенсорный экран в режим ручного управления, где доступны функции ручного управления всеми частями станка, включая зажим, разжим, подачу и возврат материала, запуск вращения основного узла.
- Автоматическая резка: Для этого необходимо выполнить несколько шагов:
1.Выбрать в меню настройки длину резки и количество заготовок.
2.Перейти к основному управляющему экрану, нажать кнопку возврата станка в исходную точку и дождаться завершения этого действия.
3.После завершения действия индикатор возврата в исходную точку становится зелёным.
4.Нажать кнопку автоматического запуска, после чего станок переходит в режим автоматической резки.
После завершения резки установленного количества заготовок оборудование автоматически останавливается.
Техническое описание ЧПУ ленточного пильного станка
Автоматический ленточнопильный станок с ЧПУ — это наиболее современное оборудование для резки как на внутреннем рынке, так и в мире.
Станок сочетает в себе работу механических, электрических, гидравлических систем, PLC и интерфейса человек-машина. Его основные преимущества:
- безопасность,
- высокая производительность,
- удобство,
- стабильность,
- энергосбережение,
- экономия материалов.
Оборудование широко применяется в различных отраслях промышленности, включая: производство подшипников, стандартных крепёжных изделий, автокомпонентов и другие.
Станок получил высокую оценку покупателей как в Китае, так и за его пределами.
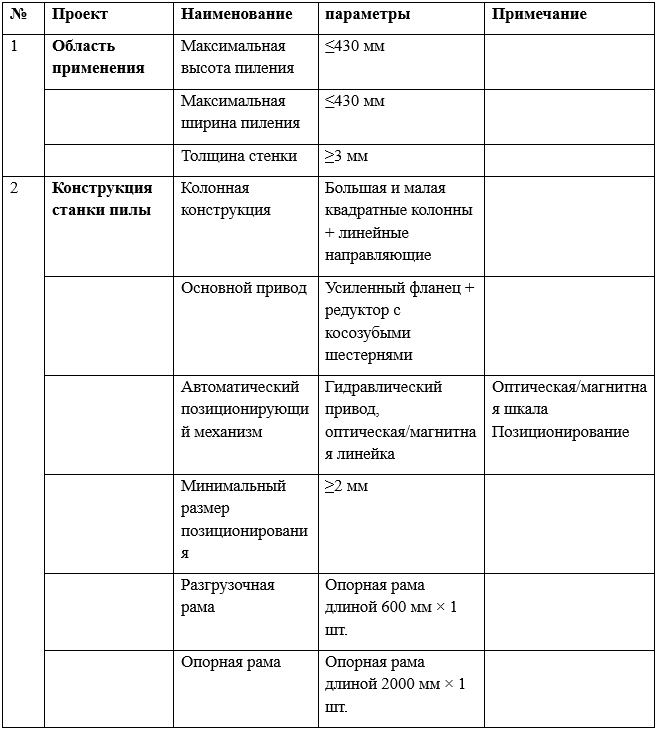
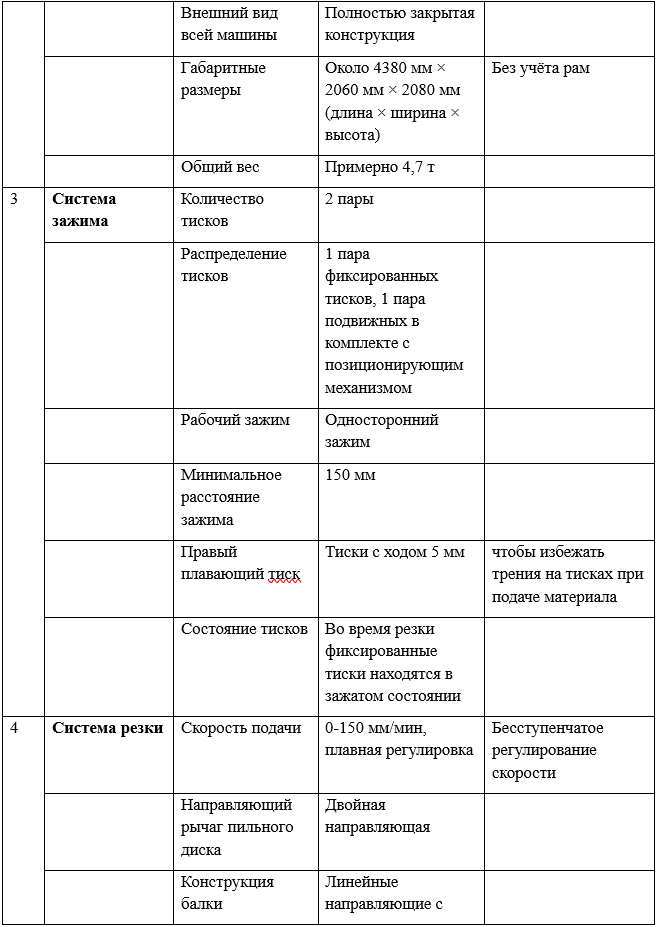
Технические параметры:
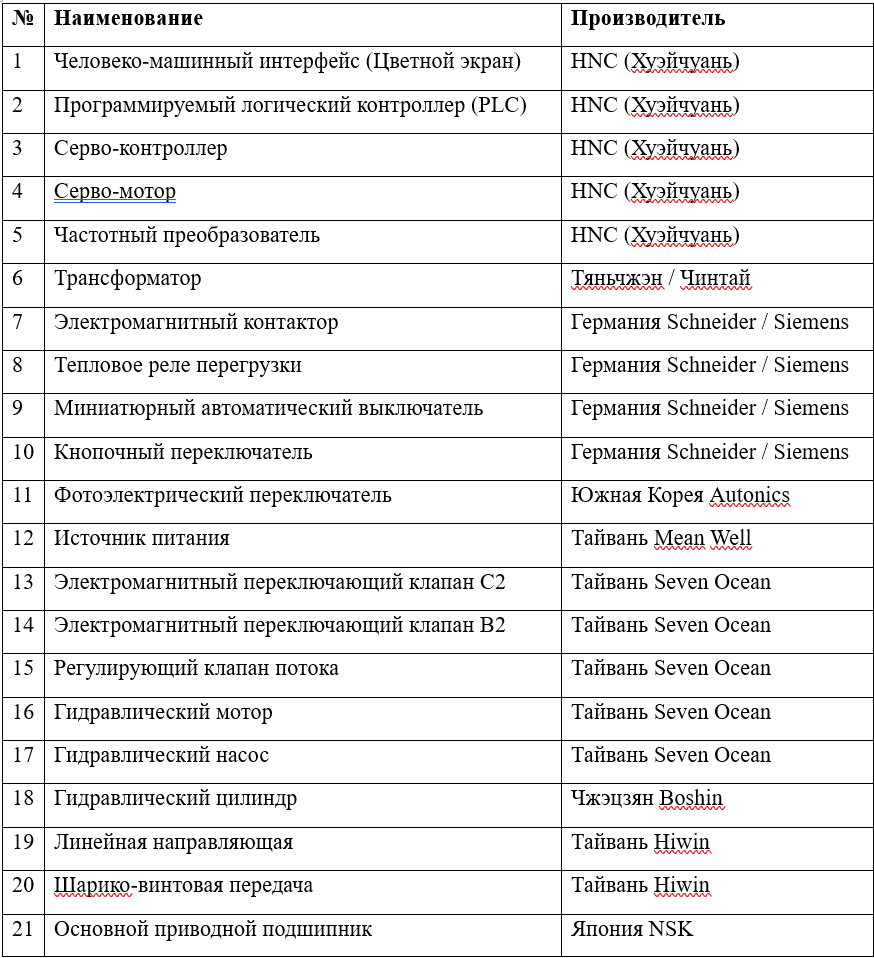
Конфигурация станка: